Parametry cyklu – HEIDENHAIN TNC 620 (81760x-01) Cycle programming Instrukcja Obsługi
Strona 141
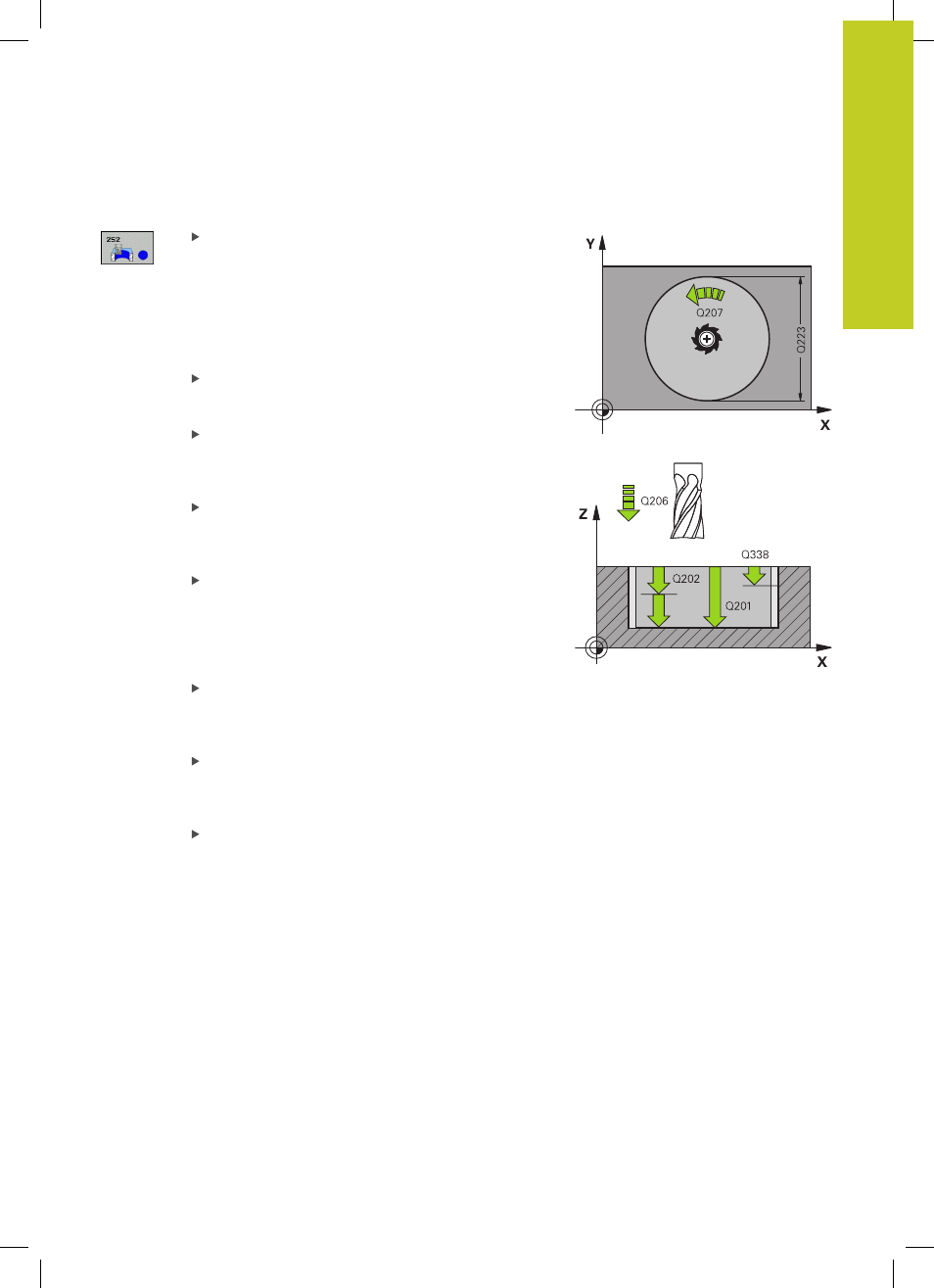
KIESZEN OKRAGŁA (cykl 252, DIN/ISO: G252, opcja software 19)
5.3
5
TNC 620 | Podręcznik obsługi dlaużytkownika programowanie cykli | 4/2014
141
Parametry cyklu
Zakres obróbki (0/1/2)
Q215: określenie zakresu
obróbki:
0
: obróbka zgrubna i wykańczająca
1
: tylko obróbka zgrubna
2
: tylko obróbka na gotowo
Obróbka wykańczająca boku i wykańczanie dna są
wykonywane tylko, jeśli zdefiniowano odpowiedni
naddatek na obróbkę wykańczającą (Q368, Q369)
Srednica okręgu
Q223: średnica obrobionej na
gotowo kieszeni. Zakres wprowadzenia 0 do
99999,9999
Naddatek na obróbkę wykańczającą z boku
Q368
(przyrostowo): naddatek na obróbkę wykańczającą
na płaszczyźnie obróbki. Zakres wprowadzenia 0 do
99999,9999
Posuw frezowania
Q207: prędkość
przemieszczania się narzędzia przy frezowaniu w
mm/min. Zakres wprowadzenia 0 do 99999,999
alternatywnie FAUTO, FU, FZ
Rodzaj frezowania
Q351: rodzaj obróbki
frezowaniem dla M3:
+1
= frezowanie współbieżne
–1
= frezowanie przeciwbieżne
PREDEF
: TNC wykorzystuje wartość z wiersza
GLOBAL DEF
Głębokość
Q201 (przyrostowo): odstęp
powierzchnia obrabianego przedmiotu – dno
kieszeni. Zakres wprowadzenia -99999,9999 do
99999,9999
Głębokość wcięcia
Q202 (przyrostowo): wymiar,
o jaki narzędzie zostaje każdorazowo dosunięte;
wprowadzić wartość większą od 0. Zakres
wprowadzenia 0 do 99999,9999
Naddatek na obróbkę wykańczającą dna
Q369
(przyrostowo): naddatek na obróbkę wykańczającą
dna. Zakres wprowadzenia 0 do 99999,9999