Przebieg cyklu, Proszę uwzględnić przy programowaniu – HEIDENHAIN TNC 620 (81760x-01) Cycle programming Instrukcja Obsługi
Strona 373
PUNKT ODNIESIENIA POJEDYNCZA OS (cykl 419, DIN/ISO: G419,
opcja software 17)
15.13
15
TNC 620 | Podręcznik obsługi dlaużytkownika programowanie cykli | 4/2014
373
15.13 PUNKT ODNIESIENIA POJEDYNCZA
OS (cykl 419, DIN/ISO: G419, opcja
software 17)
Przebieg cyklu
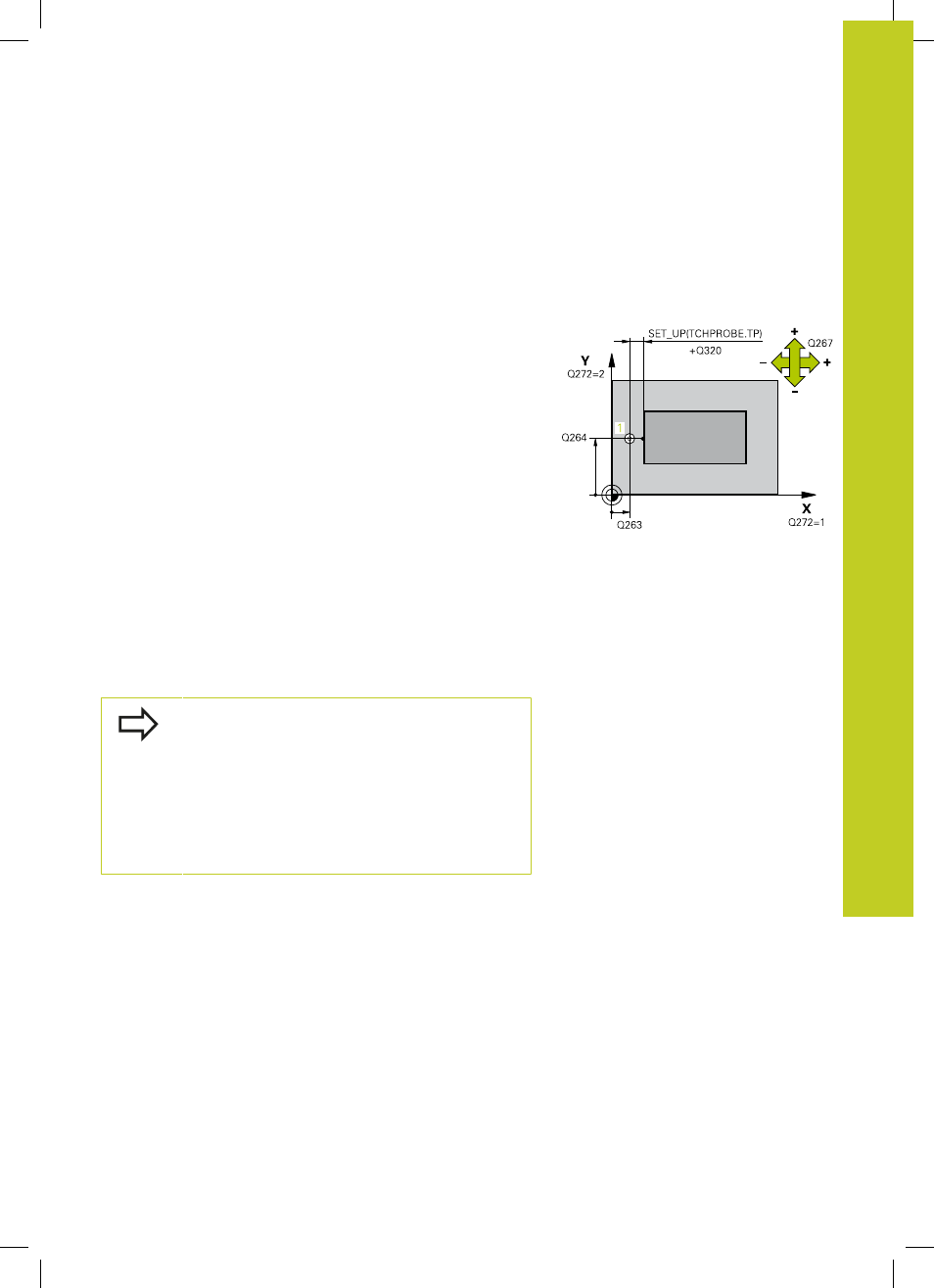
Cykl sondy pomiarowej 419 mierzy dowolną współrzędną w
wybieralnej osi i wyznacza tę współrzędną jako punkt odniesienia.
Do wyboru TNC może zapisywać zmierzoną współrzędną także do
tabeli punktów zerowych lub tabeli preset.
1 TNC pozycjonuje sondę z posuwem szybkim (wartość
z kolumny FMAX) oraz z logiką pozycjonowania (patrz
"Odpracowywanie cykli układu pomiarowego", strona 296) do
zaprogramowanego punktu próbkowania
1
. TNC przesuwa
przy tym układ pomiarowy o bezpieczny odstęp w kierunku
przeciwnym do zaprogramowanego kierunku próbkowania
2 Następnie sonda pomiarowa przemieszcza się na wprowadzoną
wysokość pomiaru i uchwyca poprzez proste próbkowanie
dotykowe pozycję rzeczywistą
3 Następnie TNC pozycjonuje sondę pomiarową z powrotem na
bezpieczną wysokość i przetwarza ustalony punkt odniesienia
w zależności od parametrów cyklu Q303 i Q305 (patrz
"Cechy wspólne wszystkich cykli sondy pomiarowej odnośnie
wyznaczania punktu odniesienia", strona 325)
Proszę uwzględnić przy programowaniu!
Przed definicją cyklu operator musi zaprogramować
wywołanie narzędzia dla definicji osi sondy
pomiarowej.
Jeśli używamy cyklu 419 wielkrotnie jeden po
drugim, aby zapisać do pamięci w kilku osiach punkt
odniesienia do tabeli preset, to należy aktywować
numer preset po każdym wykonaniu cyklu 419, do
którego uprzednio cykl 419 zapisywał (nie jest to
konieczne, jeśli nadpisujemy aktywny preset).