Parametry cyklu – HEIDENHAIN TNC 620 (81760x-01) Cycle programming Instrukcja Obsługi
Strona 248
Cykle obróbkowe: frezowanie metodą wierszowania
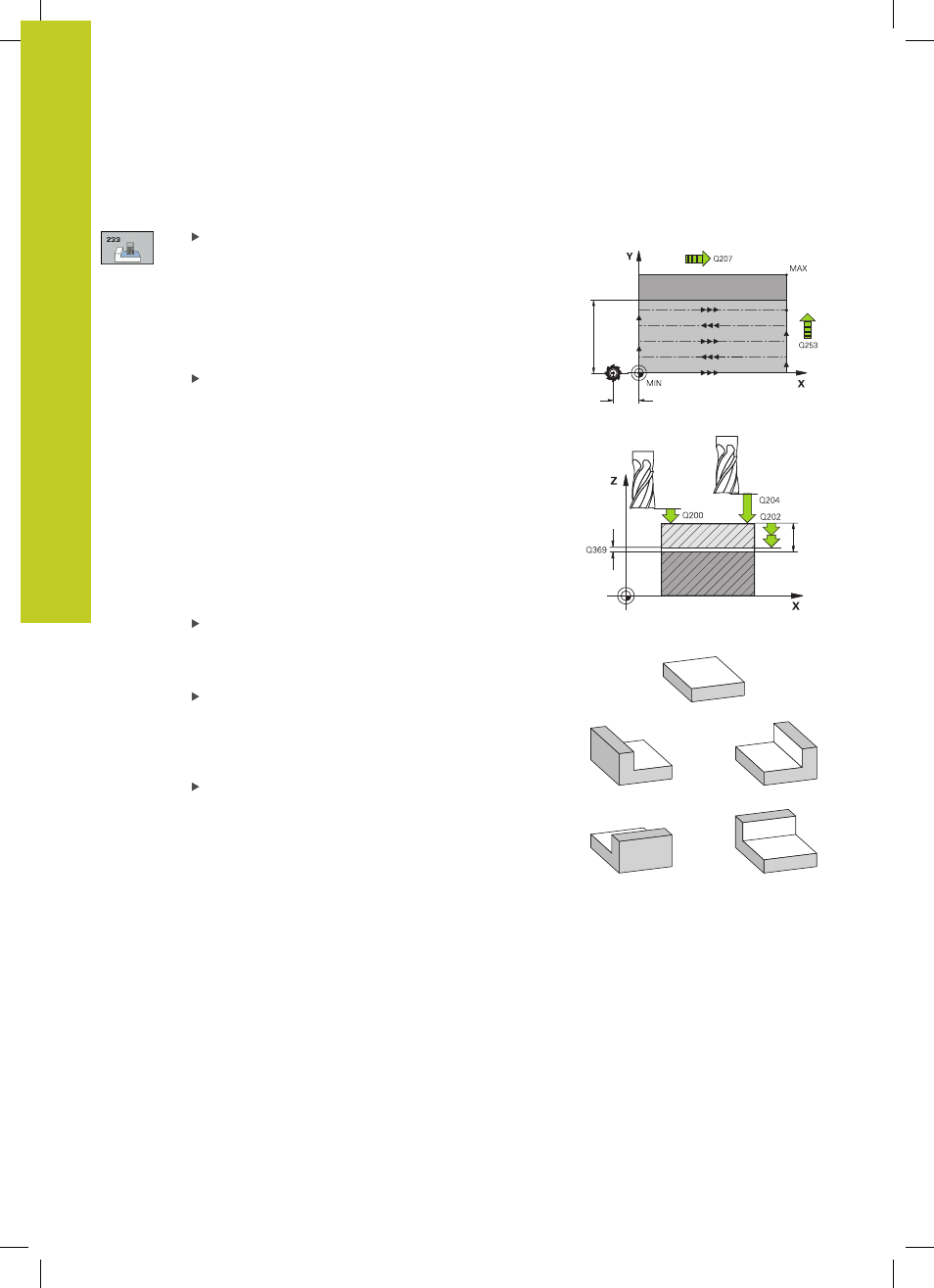
10.5 FREZOWANIE PLANOWE (cykl 233, DIN/ISO: G233, opcja software
19)
10
248
TNC 620 | Podręcznik obsługi dlaużytkownika programowanie cykli | 4/2014
Parametry cyklu
Zakres obróbki (0/1/2)
Q215: określenie zakresu
obróbki:
0
: obróbka zgrubna i wykańczająca
1
: tylko obróbka zgrubna
2
: tylko obróbka na gotowo
Obróbka wykańczająca boku i wykańczanie dna są
wykonywane tylko, jeśli zdefiniowano odpowiedni
naddatek na obróbkę wykańczającą (Q368, Q369)
Strategia frezowania (0 - 4)
Q389: określić, jak
TNC ma obrabiać powierzchnię:
0
: obróbka meandrowa, boczne wcięcie z posuwem
pozycjonowania poza obrabianą powierzchnią
1
: obróbka meandrowa, boczne wcięcie z posuwem
frezowania na krawędzi obrabianej powierzchni
2
: obróbka wierszami, powrót i boczne wcięcie
z posuwem pozycjonowania poza obrabianą
powierzchnią
3
: obróbka wierszami, powrót i boczne wcięcie z
posuwem pozycjonowania na krawędzi obrabianej
powierzchni
4
: obróbka spiralna, równomierne wcięcie z
zewnątrz do wewnątrz
Kierunek frezowania
Q350: oś płaszczyzny
obróbki, według której ma być ustawiona obróbka:
1
: oś główna = kierunek obróbki
2
: oś pomocnicza = kierunek obróbki
1. długość boku
Q218 (przyrostowo): długość
frezowanej wierszowaniem powierzchni w osi
głównej płaszczyzny obróbki, w odniesieniu do
punktu startu 1.osi. Zakres wprowadzenia 0 do
99999.9999
2-sza długość krawędzi bocznej
Q219
(przyrostowo): długość obrabianej powierzchni
w osi pomocniczej płaszczyzny obróbki. Poprzez
znak liczby można określić kierunek pierwszego
dosuwu poprzecznego w odniesieniu do punktu
startu 2. osi
. Zakres wprowadzenia -99999.9999
do 99999.9999
Q21
9
Q357
Q227
Q347
Q348
Q349
= 0
= -1
= +1
= -2
= +2