HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Instrukcja Obsługi
Strona 70
70
Cykle obróbkowe: wiercenie
3.5 WYT
A
CZANIE (cykl 202, DIN/IS
O: G202, opcja sof
tware Advanced
programming features)
U
Kierunek wyjścia z materiału (0/1/2/3/4) Q214:
określić kierunek, w którym TNC wysuwa narzędzie z
materiału na dnie wiercenia (po orientacji wrzeciona)
U
Kąt dla orientacji wrzeciona Q336 (bezwzględny):
kąt, pod którym TNC pozycjonuje narzędzie przed
wysunięciem z materiału. Zakres wprowadzenia
-360,000 do 360,000
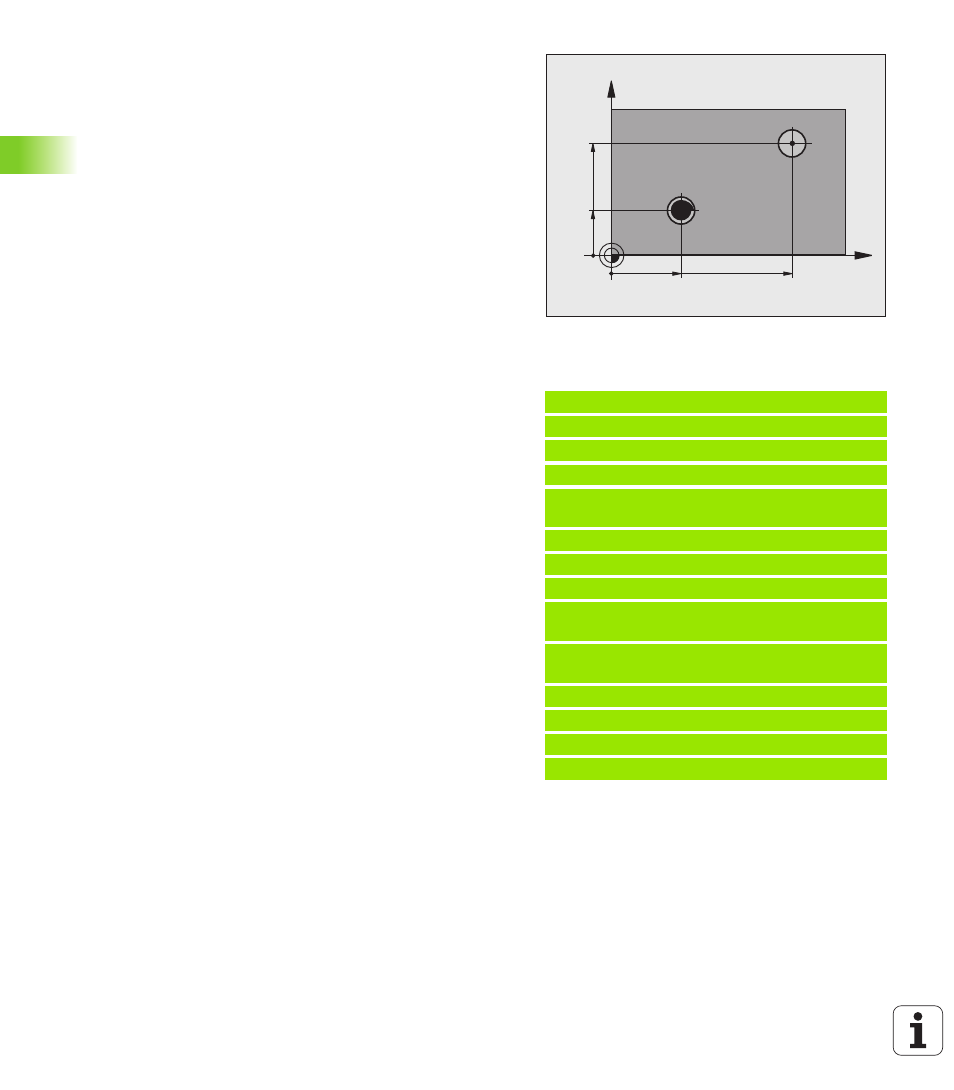
Przykład:
10 L Z+100 R0 FMAX
11 CYCL DEF 202 WYTACZANIE
Q200=2
;ODSTĘP BEZPIECZEŃSTWA
Q201=-15 ;GŁĘBOKOŚĆ
Q206=100 ;POSUW WCIĘCIA W
MATERIAŁ
Q211=0.5 ;CZAS ZATRZYMANIA U DOŁU
Q208=250 ;POSUW POWROTU
Q203=+20 ;WSPÓŁ.POWIERZCHNI
Q204=100 ;2-GI ODSTĘP
BEZPIECZEŃSTWA
Q214=1
;KIERUNEK WYJŚCIA Z
MATERIAŁU
Q336=0
;KĄT WRZECIONA
12 L X+30 Y+20 FMAX M3
13 CYCL CALL
14 L X+80 Y+50 FMAX M99
30
X
Y
20
80
50
0
Nie przemieszczać narzędzia poza materiałem
1
Wysunąć narzędzie z materiału w kierunku
ujemnym osi głównej
2
Wysunąć narzędzie z materiału w kierunku
ujemnym osi pomocniczej
3
Wysunąć narzędzie z materiału w kierunku
dodatnim osi głównej
4
Wysunąć narzędzie z materiału w kierunku
dodatnim osi pomocniczej