Przebieg cyklu, Proszę uwzględnić przy programowaniu – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Instrukcja Obsługi
Strona 354
354
Cykle układu pomiarowego: automatyczne ustalanie punktów odniesienia
15.1
1 PUNKT ODNIESIENIA OS SONDY (cykl 417, DIN/ISO: G417)
15.11 PUNKT ODNIESIENIA OS
SONDY (cykl 417, DIN/ISO:
G417)
Przebieg cyklu
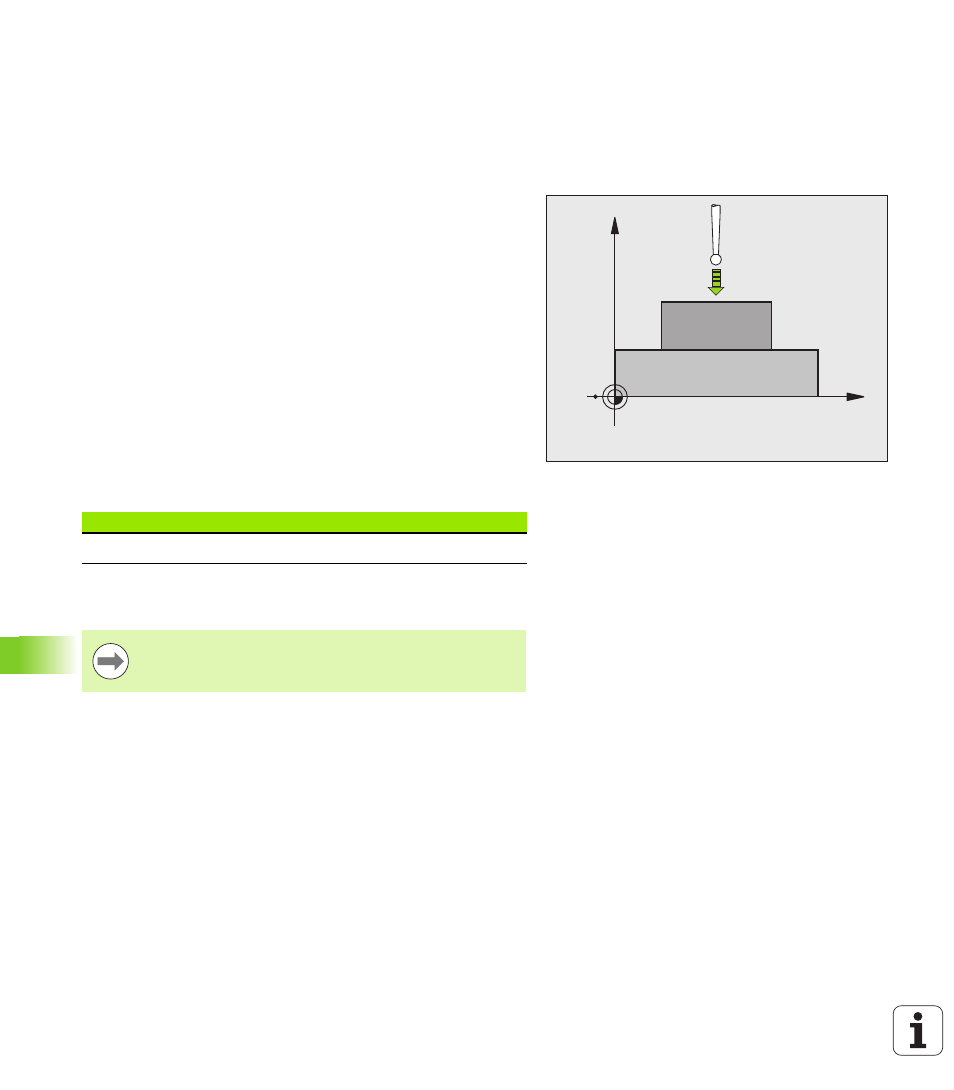
Cykl sondy pomiarowej 417 mierzy dowolną współrzędną w osi sondy
pomiarowej i wyznacza tę współrzędną jako punkt odniesienia. Do
wyboru TNC może zapisywać zmierzoną współrzędną także do tabeli
punktów zerowych lub tabeli preset.
1 TNC pozycjonuje sondę z posuwem szybkim (wartość z kolumny
FMAX) i z logiką pozycjonowania (patrz „Odpracowywanie cykli
układu pomiarowego” na stronie 287) do zaprogramowanego
punktu próbkowania
1
. TNC przesuwa przy tym sondę pomiarową
o odstęp bezpieczeństwa w kierunku dodatniej osi sondy
pomiarowej
2 Następnie sonda pomiarowa przemieszcza się po osi sondy na
wprowadzoną współrzędną punktu próbkowania
1
i rejestruje
prostym próbkowaniem pozycję rzeczywistą
3 Następnie TNC pozycjonuje sondę pomiarową z powrotem na
bezpieczną wysokość i przetwarza ustalony punkt odniesienia w
zależności od parametrów cyklu Q303 i Q305 (patrz „Obliczony
punkt odniesienia zapisać do pamięci” na stronie 317) i zapisuje
wartość rzeczywistą w poniżej przedstawionym parametrze Q
Proszę uwzględnić przy programowaniu!
X
Z
Q260
Numer parametru
Znaczenie
Q160
Wartość rzeczywista, zmierzony punkt
Przed definicją cyklu operator musi zaprogramować
wywołanie narzędzia dla definicji osi sondy pomiarowej.
TNC wyznacza potem na tej osi punkt odniesienia.