10 przyk łady programowania, Podprogram 4 konturu: wyspa trójkątna po prawej – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Instrukcja Obsługi
Strona 198
198
Cykle obróbkowe: kieszeń konturu
7.10 Przyk
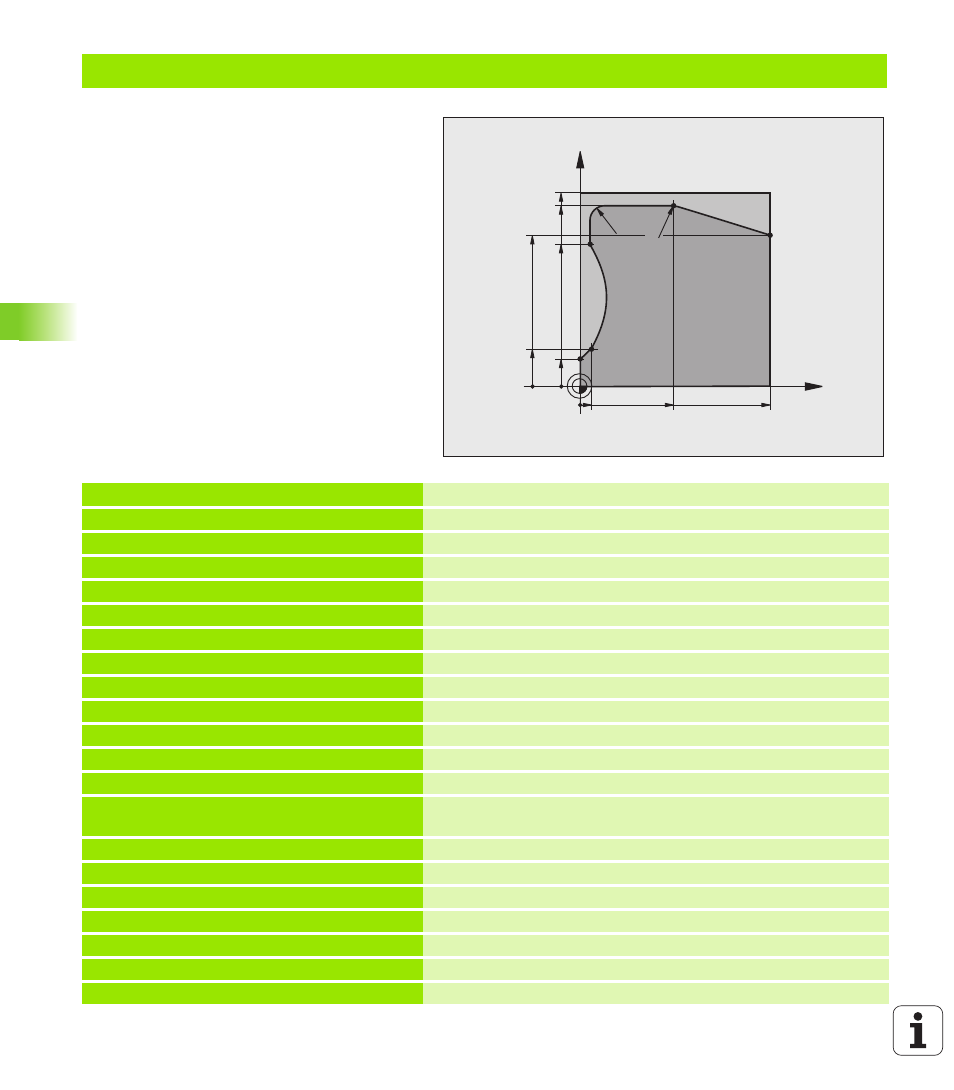
łady programowania
Podprogram 4 konturu: wyspa trójkątna po prawej
0 BEGIN PGM C25 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
Definicja części nieobrobionej
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S2000
Wywołanie narzędzia, średnica 20
4 L Z+250 R0 FMAX
Wyjście narzędzia z materiału
5 CYCL DEF 14.0 KONTUR
Ustalić podprogram konturu
6 CYCL DEF 14.1 LABEL KONTURU 1
7 CYCL DEF 25 LINIA KONTURU
Ustalić parametry obróbki
Q1=-20
;GŁĘBOKOŚĆ FREZOWANIA
Q3=+0
;NADDATEK Z BOKU
Q5=+0
;WSPÓŁ.POWIERZCHNI
Q7=+250 ;BEZPIECZNA WYSOKOŚĆ
Q10=5
;GŁĘBOKOŚĆ WCIĘCIA
Q11=100 ;POSUW WCIĘCIA W
MATERIAŁ
Q12=200 ;POSUW FREZOWANIA
Q15=+1
;RODZAJ FREZOWANIA
8 CYCL CALL M3
wywołanie cyklu
9 L Z+250 R0 FMAX M2
Przemieścić narzędzie poza materiałem, koniec programu
10 LBL 1
Podprogram konturu
11 L X+0 Y+15 RL
12 L X+5 Y+20
X
Y
5
20
100
100
80
50
95
75
15
R7
,5
R7
,5