Proszę uwzględnić przy programowaniu, Parametry cyklu – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Instrukcja Obsługi
Strona 406
406
Cykle układu pomiarowego: automatyczne kontrolowanie przedmiotu
16.12 POMIAR OKREGU ODWIERT
O
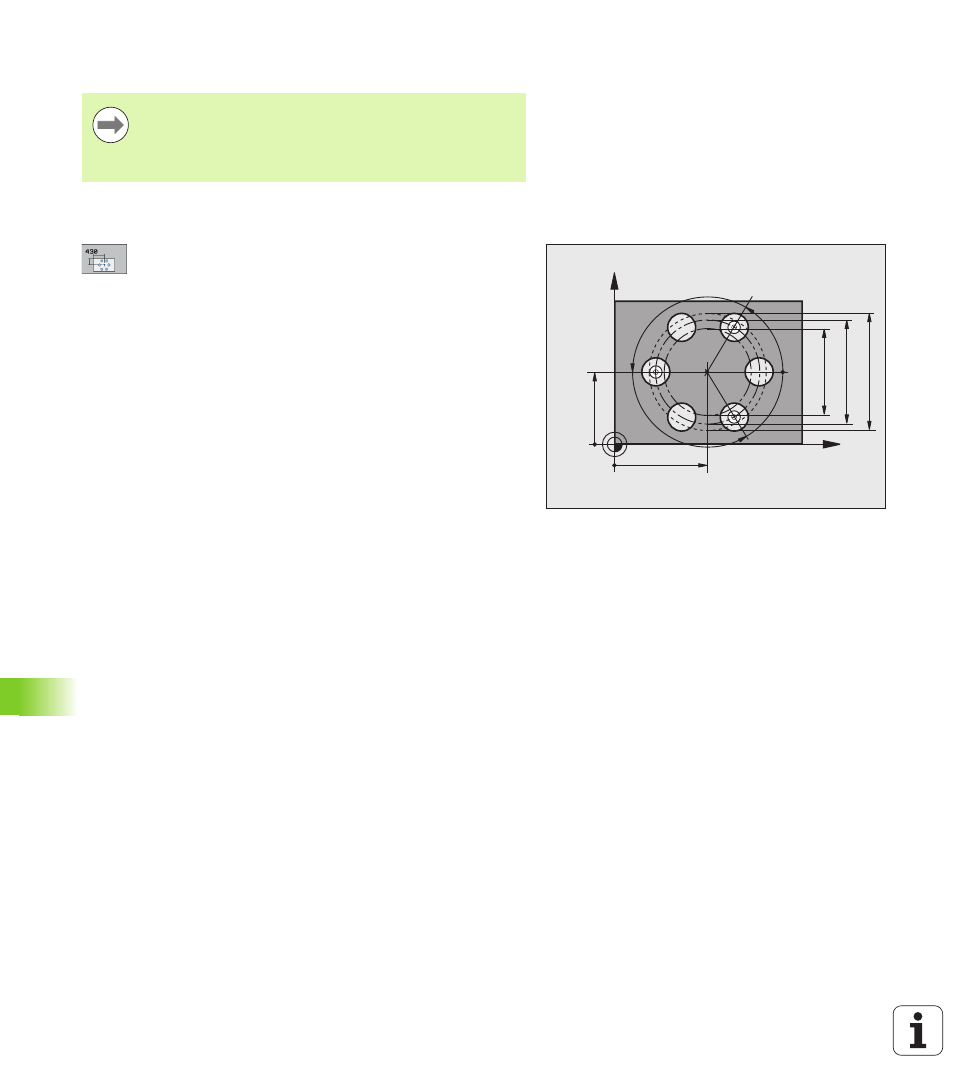
W (cykl 430, DIN/ISO: G430)
Proszę uwzględnić przy programowaniu!
Parametry cyklu
U
Środek 1-szej osi Q273 (absolutny): środek okręgu
odwiertów (wartość zadana) na osi głównej
płaszczyzny obróbki. Zakres wprowadzenia
-99999.9999 do 99999.9999
U
Środek 2-giej osi Q274 (absolutny): środek okręgu
odwiertów (wartość zadana) na osi pomocniczej
płaszczyzny obróbki. Zakres wprowadzenia
-99999.9999 do 99999.9999
U
Srednica zadana Q262: zapisać średnicę okręgu
odwiertów. Zakres wprowadzenia 0 do 99999.9999
U
Kąt 1. odwiertu Q291 (absolutny): kąt współrzędnych
biegunowych pierwszego środka odwiertu na
płaszczyźnie obróbki. Zakres wprowadzenia
-360.0000 do 360.0000
U
Kąt 2. odwiertu Q292 (absolutny): kąt współrzędnych
biegunowych drugiego środka odwiertu na
płaszczyźnie obróbki. Zakres wprowadzenia
-360.0000 do 360.0000
U
Kąt 3. odwiertu Q293 (absolutny): kąt współrzędnych
biegunowych trzeciego środka odwiertu na
płaszczyźnie obróbki. Zakres wprowadzenia
-360.0000 do 360.0000
Przed definicją cyklu operator musi zaprogramować
wywołanie narzędzia dla definicji osi sondy pomiarowej.
Cykl 430 przeprowadza tylko nadzorowanie pęknięcia, a
nie automatyczną korekcję narzędzia.
X
Y
Q291
Q293
Q292
Q274
±Q280
Q273
±Q279
Q289
Q262
Q288