Definiowanie cyklu przez softkeys, 1 praca z cyklami obróbkowymi – HEIDENHAIN TNC 620 (340 56x-03) Cycle programming Instrukcja Obsługi
Strona 43
HEIDENHAIN TNC 620
43
2.1 Praca z cyklami obróbkowymi
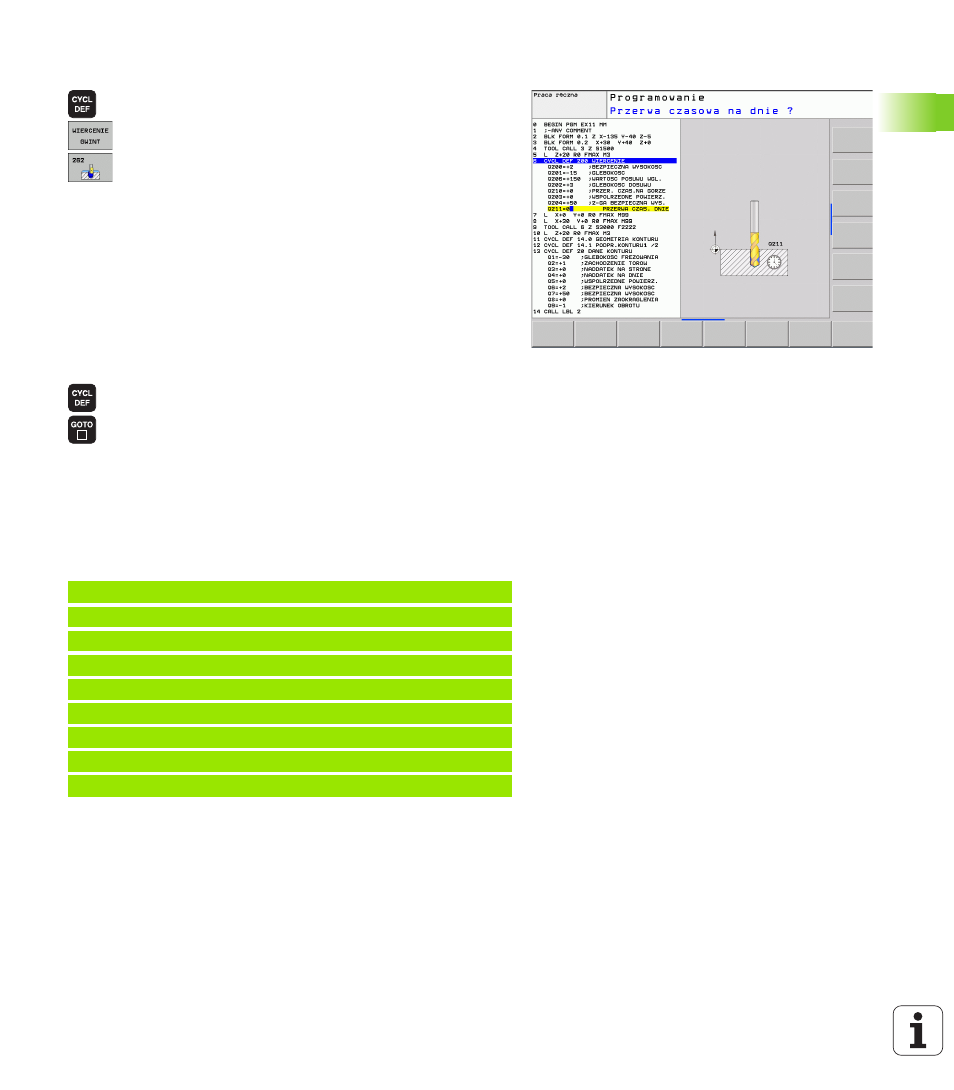
Definiowanie cyklu przez softkeys
U
Pasek softkey pokazuje różne grupy cykli
U
Wybrać grupy cykli, np. cykle wiercenia
U
TNC otwiera dialog i zapytuje o wszystkie
wprowadzane dane, jednocześnie TNC wyświetla na
prawej połowie ekranu grafikę, w której mający być
wprowadzonym parametr zostaje jasno podświetlony
U
Proszę wprowadzić żądane przez TNC parametry i
zakończyć wprowadzanie danych klawiszem ENT
U
TNC zakończy dialog, kiedy zostaną wprowadzone
wszystkie niezbędne dane
Definiowanie cyklu przy pomocy funkcji GOTO
(IDZ DO)
U
Pasek softkey pokazuje różne grupy cykli
U
TNC wyświetla w oknie pierwszoplanowym przegląd
cykli.
U
Proszę wybrać przy pomocy klawiszy ze strzałką
żądany cykl lub
U
Proszę wprowadzić numer cyklu i potwierdzić za
każdym razem przy pomocy klawisza ENT. TNC
otwiera dialog cyklu jak uprzednio opisano
NC-wiersze przykładowe
7 CYCL DEF 200 WIERCENIE
Q200=2
;ODSTĘP BEZPIECZEŃSTWA
Q201=3
;GŁĘBOKOŚĆ
Q206=150 ;POSUW WCIĘCIA W MATERIAŁ
Q202=5
;GŁĘBOKOŚĆ WCIĘCIA
Q210=0
;CZAS ZATRZYMANIA U GÓRY
Q203=+0 ;WSPÓŁ.POWIERZCHNI
Q204=50 ;2-GI ODSTĘP BEZPIECZEŃSTWA
Q211=0.25 ;CZAS ZATRZYMANIA NA DOLE