Wprowadzenie, Ustalenie obrotu podstawy, Functions) – HEIDENHAIN TNC 620 (340 56x-02) Instrukcja Obsługi
Strona 387: Wprowadzenie ustalenie obrotu podstawy, Tu: patrz „kompensowanie ukośnego
HEIDENHAIN TNC 620
387
12.7 Kompensowanie uko
śnego po
ło
żenia przedmiotu przy pomocy uk
ładu
3D (opcja sof
tware T
ouch probe functions)
12.7 Kompensowanie ukośnego
położenia przedmiotu przy pomocy
układu 3D (opcja software Touch
probe functions)
Wprowadzenie
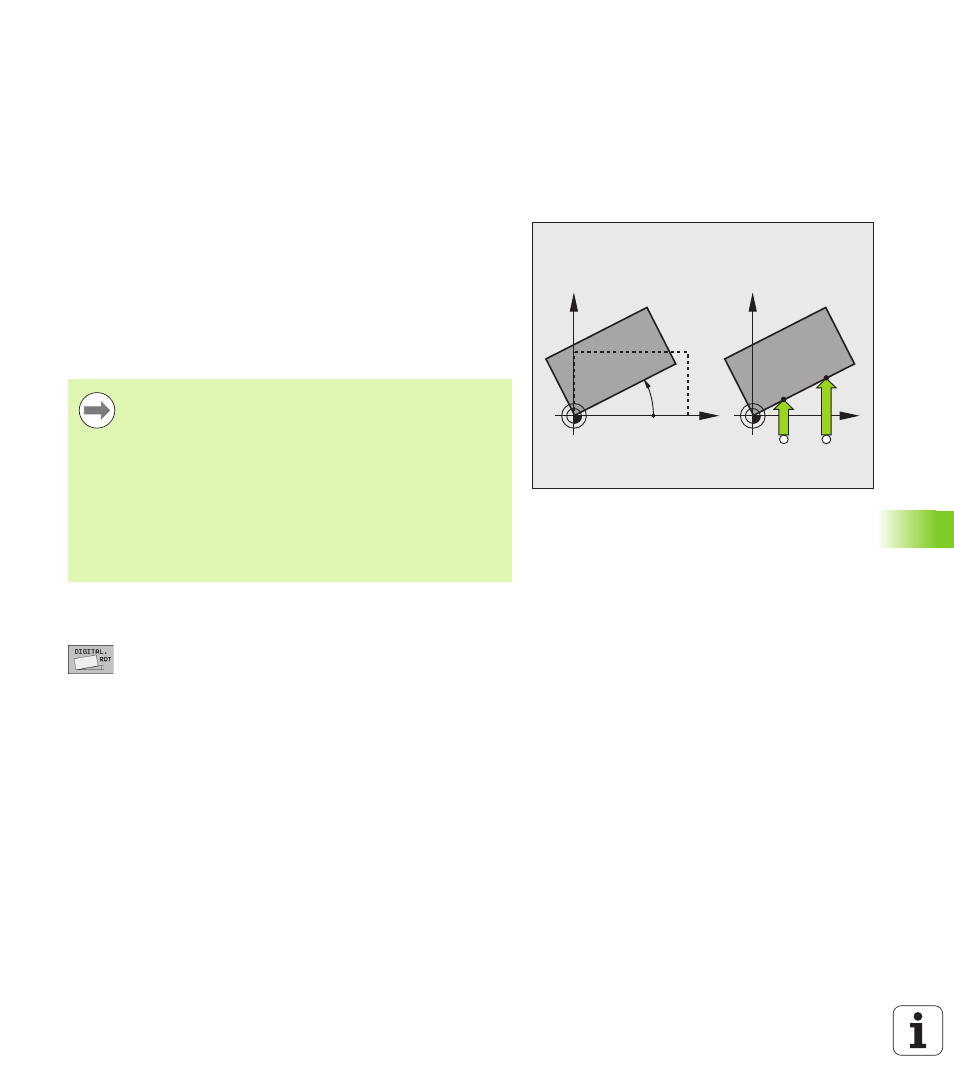
Ukośne zamocowanie obrabianego przedmiotu TNC kompensuje
obliczeniowo poprzez „obrót od podstawy”.
W tym celu TNC ustawia kąt obrotu na ten kąt, który ma utworzyć
powierzchnia przedmiotu z osią bazową kąta płaszczyzny obróbki.
Patrz ilustracja po prawej stronie.
TNC zapisuje do pamięci obrót podstawowy, w zależności od osi
narzędzia, a mianowicie w kolumnach SPA, SPB lub SPC tabeli
Preset.
Ustalenie obrotu podstawy
U
Wybór funkcji próbkowania: nacisnąć softkey
PROBKOWANIE ROT
U
Pozycjonować sondę pomiarową w pobliżu
pierwszego punktu próbkowania
U
Wybór kierunku próbkowania prostopadle do osi
bazowej kąta: wybór osi i kierunku przy pomocy
softkey
U
Próbkowanie: nacisnąć zewnętrzny klawisz START
U
Pozycjonować sondę pomiarową w pobliżu drugiego
punktu próbkowania
U
Próbkowanie: nacisnąć zewnętrzny klawisz START.
TNC ustala obrót podstawowy i ukazuje kąt po
dialogu Kąt obrotu =
U
Aktywowanie obrotu od podstawy: softkey
NAZNACZENIE OBROTU nacisnąć
U
Zakończenie funkcji próbkowania: nacisnąć softkey
KONIEC
X
Y
PA
X
Y
A
B
Kierunek próbkowania dla pomiaru ukośnego położenia
przedmiotu wybierać zawsze prostopadle do osi bazowej
kąta.
Aby obrót podstawy został właściwie przeliczony w
przebiegu programu, należy zaprogramować w pierwszym
wierszu przemieszczenia obydwie współrzędne
płaszczyzny obróbki.
Można używać także obrotu podstawy w kombinacji z
funkcją PLANE, należy jednakże w tym przypadku
najpierw aktywować obrót podstawy a następnie funkcję
PLANE.