11 .4 funkcje dodatko we dla osi obrotowych – HEIDENHAIN TNC 620 (340 56x-02) Instrukcja Obsługi
Strona 353
HEIDENHAIN TNC 620
353
11
.4 Funkcje dodatko
we dla osi obrotowych
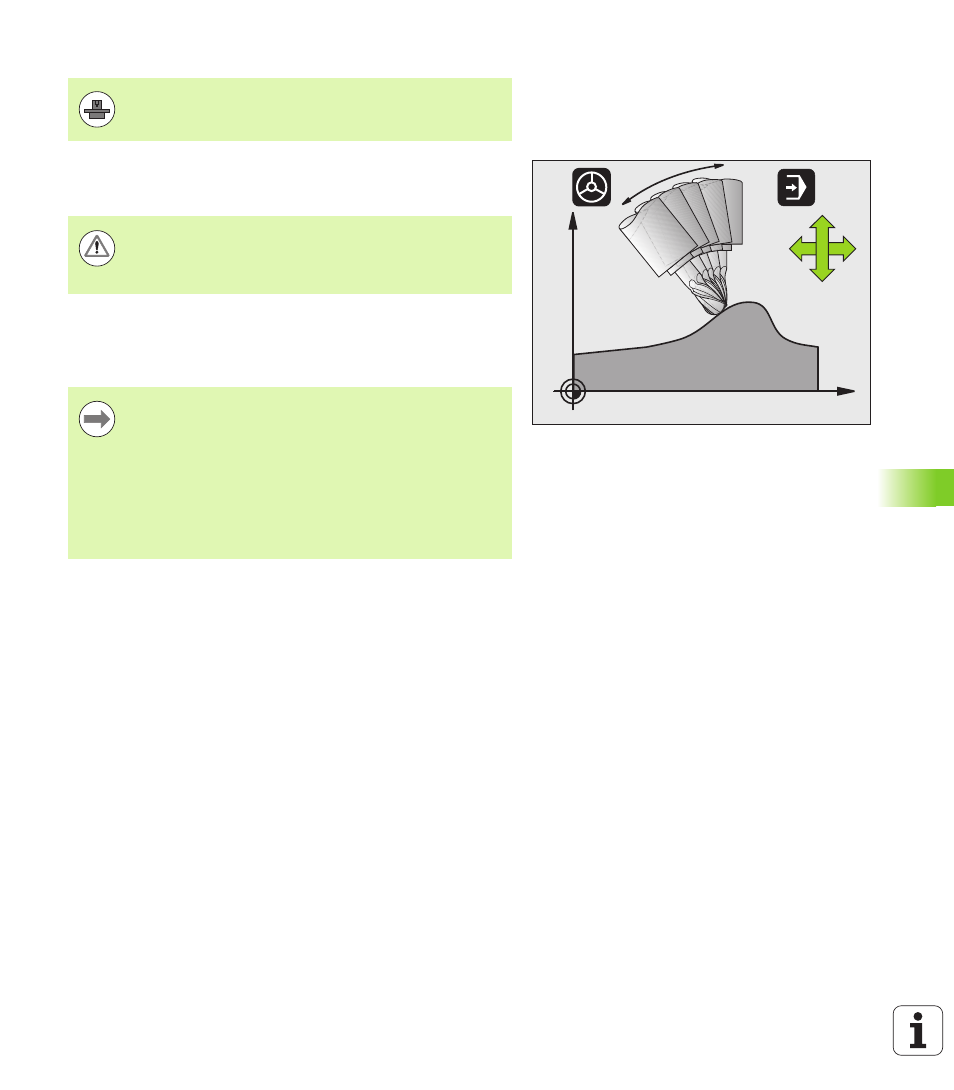
Postępowanie z M128 (TCPM: Tool Center Point Management)
Jeśli zmienia się w programie pozycja sterowanej osi wahań, to
pozycja ostrza narzędzia w odniesieniu od obrabianego przedmiotu
pozostaje niezmieniona w czasie odchylania.
Po M128 można wprowadzić jeszcze posuw, z którym TNC wykona
przemieszczenia kompensacyjne w osiach liniowych. Jeśli posuw nie
zostanie wprowadzony, to TNC przemieszcza się po
zaprogramowanej drodze na biegu szybkim.
M128 przy stołach obrotowych
Jeśli przy aktywnej M128 programuje się ruch stołu obrotowego, to
TNC obraca także odpowiednio układ współrzędnych. Jeśli obracamy
np. oś C o 90° (przez pozycjonowanie lub przez przesunięcie punktu
zerowego) i programujemy następnie przemieszczenie w X-osi, to
TNC wykonuje to przemieszczenie w osi maszyny Y.
Także wyznaczony punkt odniesienia, który zmienia swoją pozycję
poprzez ruch stołu obrotowego, TNC przekształca.
M128 przy trójwymiarowej korekcji narzędzia
Jeśli przy aktywnej M128 i aktywnej korekcji promienia RL/RR
przeprowadzamy trójwymiarową korekcję narzędzia, to TNC
pozycjonuje osie obrotu przy określonych geometrycznych
parametrach automatycznie (Peripheral-Milling, patrz „Trójwymiarowa
korekcja narzędzia (opcja software 2)”, strona 355).
Geometria maszyny musi zostać określona przez
producenta maszyn w opisie kinematyki.
X
Z
B
Z
X
W przypadku osi wahań z Hirth-uzębieniem: zmieniać
położenie osi wahań dopiero kiedy odsunięto narzędzie od
materiału. W przeciwnym wypadku mogą powstać
uszkodzenia konturu wskutek wysunięcia z uzębienia.
Przed pozycjonowaniem z M91 lub M92 i przed TOOL
CALL: M128 zresetować.
Aby uniknąć uszkodzeń konturu wolno wraz z M128
używać tylko freza kształtowego.
Długość narzędzia musi odnosić się do środka kulki freza
kształtowego.
Jeśli M128 jest aktywna, to TNC pokazuje we wskazaniu
stanu symbol TCPM .