Definicja znormowanego wektora, Aszczyznowej (patrz, Definicja znormowanego wektora” na stronie 356) – HEIDENHAIN TNC 620 (340 56x-02) Instrukcja Obsługi
Strona 356: Dzia (patrz „definicja znormowanego, Wektora” na stronie 356)
356
Programowanie: obróbka wieloosiowa
11
.5 T
rójwymiarowa korekcja narz
ędzia (opcja sof
tware 2)
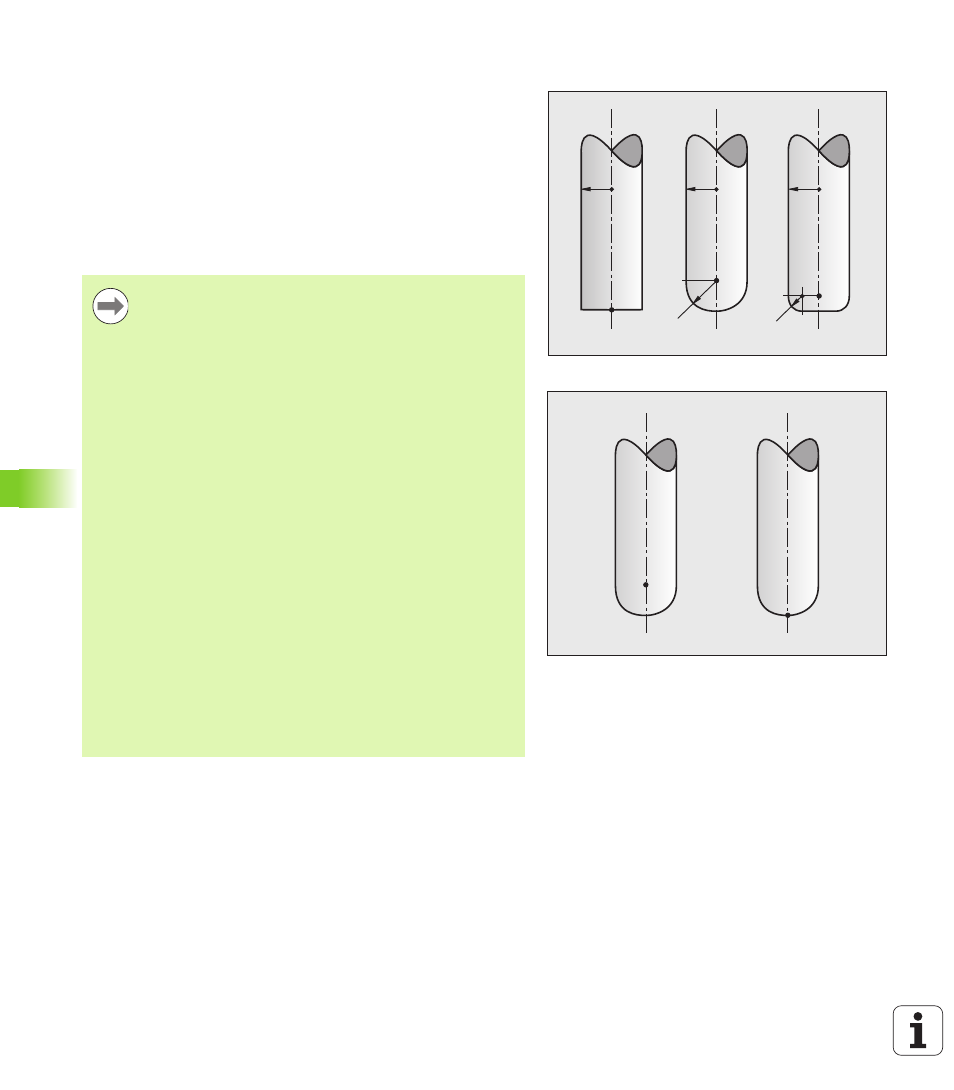
Definicja znormowanego wektora
Znormowany wektor jest wielkością matematyczną, która wynosi 1 i
posiada dowolny kierunek. W przypadku LN-bloków TNC
potrzebowałaby do dwóch znormowanych wektorów, jeden aby
określić kierunek normalnych płaszczyznowych i jeszcze jeden, aby
określić ustawienie narzędzia. Kierunek normalnych płaszczyznowych
jest określony przez komponenty NX, NY i NZ. On wskazuje przy
frezach trzpieniowych i kształtowych prostopadle od powierzchni
obrabianego przedmiotu do punktu odniesienia narzędzia P
T
, przy
frezie kształtowym narożnym przez P
T
‘ lub P
T
(patrz ilustracja).
Kierunek orientacji narzędzia jest określony poprzez komponenty TX,
TY i TZ
PT
R
R
R
R2
PT
PT
R2
PT'
P
T
P
SP
Współrzędne dla pozycji X,Y, Z i dla normalnych
powierzchni NX, NY, NZ, lub TX, TY, TZ, muszę mieć w
NC-bloku tę samą kolejność.
W LN-bloku proszę podawać zawsze wszystkie
współrzędne i normalne płaszczyznowe, także jeśli te
wartości nie zmieniły się w porównaniu do poprzedniego
bloku.
TX, TY i TZ muszą być zawsze definiowane przy pomocy
wartości liczbywych. Q-parametry nie są dozwolone.
Obliczać wektory normalnych zasadniczo zawsze do 7
miejsc po przecinku oraz używać te wyniki dla unikania
radykalnych zmian posuwu podczas obróbki.
3D-korekcja z normalnymi płaszczyznowymi jest
obowiązującą dla danych o wpółrzędnych w osiach
głównych X, Y, Z.
Jeśli zostaje wymienione narzędzie z naddatkiem
(dodatnie wartości delty), TNC wydaje komunikaty o
błędach. Komunikat o błędach można skasować przy
pomocy funkcji M M107 .
TNC nie ostrzega przy pomocy komunikatu o błędach, jeśli
nadwyżki wymiarowe narzędzia uszkodziłyby kontur.
Poprzez parametr maszynowy toolRefPoint (201302)
określamy, czy system CAM skorygował długość
narzędzia przez centrum kulki P
T
czy też biegun
południowy kulki P
SP
(patrz ilustracja).