2 podst awy o funkcjach toru kszt a łtowego – HEIDENHAIN TNC 620 (340 56x-02) Instrukcja Obsługi
Strona 157
HEIDENHAIN TNC 620
157
6.2 Podst
awy o funkcjach toru kszt
a
łtowego
Wprowadzenie więcej niż trzech współrzędnych
TNC może sterować 5 osiami jednocześnie (opcja software). Podczas
obróbki z 5 osiami przesuwają się na przykład 3 osie liniowe i 2
obrotowe jednocześnie.
Program obróbki dla takiego rodzaju obróbki wydawany jest przez
system CAM i nie może zostać zapisany przy maszynie.
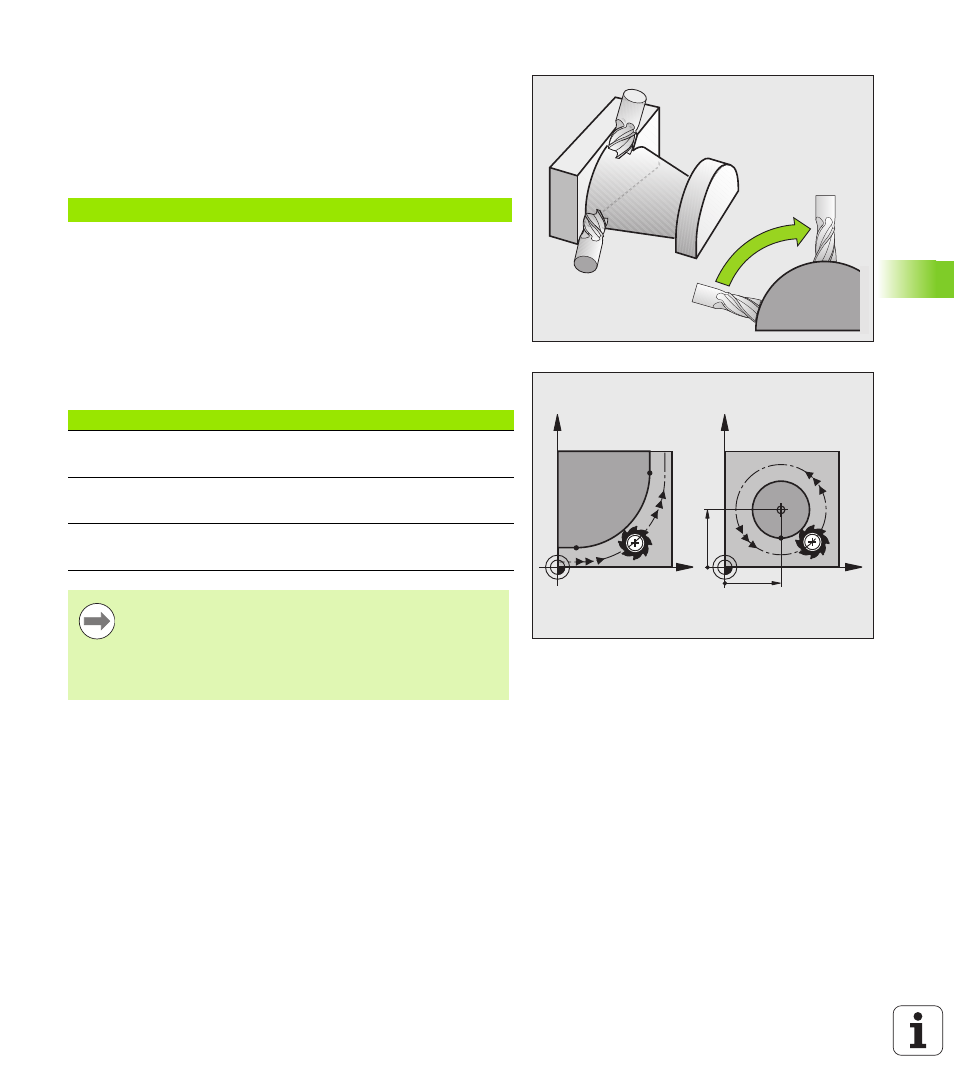
Przykład:
Okręgi i łuki koła
Przy ruchach okrężnych TNC przesuwa dwie osi maszyny
jednocześnie: narzędzie porusza się względnie do przedmiotu na
torze okrężnym. Dla ruchów okrężnych można wprowadzić punkt
środkowy koła CC.
Przy pomocy funkcji toru kształtowego dla łuków kołowych
programujemy koła na płaszczyznach głównych: płaszczyzna główna
musi być przy wywoływaniu narzędzia TOOL CALL zdefiniowana,
wraz z ustaleniem osi wrzeciona:
L X+20 Y+10 Z+2 A+15 C+6 R0 F100 M3
X
Y
X
Y
CC
X
CC
Y
CC
Oś wrzeciona
Płaszczyzna główna
Z
XY, także
UV, XV, UY
Y
ZX, także
WU, ZU, WX
X
YZ, także
VW, YW, VZ
Okręgi, które nie leżą równolegle do płaszczyzny głównej,
proszę programować przy pomocy funkcji „Nachylić
płaszczyznę obróbki “ (patrz instrukcja obsługi Cykle, cykl
19, PŁASZCZYZNA OBROBKI), lub przy pomocy
parametrów Q (patrz „Zasada i przegląd funkcji”,