HEIDENHAIN TNC 620 (340 56x-02) Instrukcja Obsługi
Strona 301
HEIDENHAIN TNC 620
301
9.3 Funkcje dodatkowe dl
a podania danych o wspó
łrz
ędnych
Postępowanie z M92 – punkt bazowy maszyny
Jeśli współrzędne w zapisach pozycjonowania powinny odnosić się do
punktu odniesienia maszyny, to proszę wprowadzić w tych zapisach
M92.
Działanie
M91 i M92 działaję tylko w tych zapisach programowych, w których
zaprogramowane jest M91 lub M92.
M91 i M92 zadziałają na początku wiersza.
Punkt odniesienia obrabianego przedmiotu
Jeśli współrzędne mają odnosić się zawsze do punktu zerowego
maszyny, to można zaryglować wyznaczanie punktu odniesienia dla
jednej lub kilku osi.
Jeśli wyznaczanie punktu odniesienia jest zablokowane dla wszystkich
osi, to TNC nie wyświetla więcej Softkey WYZNACZANIE PUNKTU
ODNIESIENIA w rodzaju pracy Obsługa ręczna.
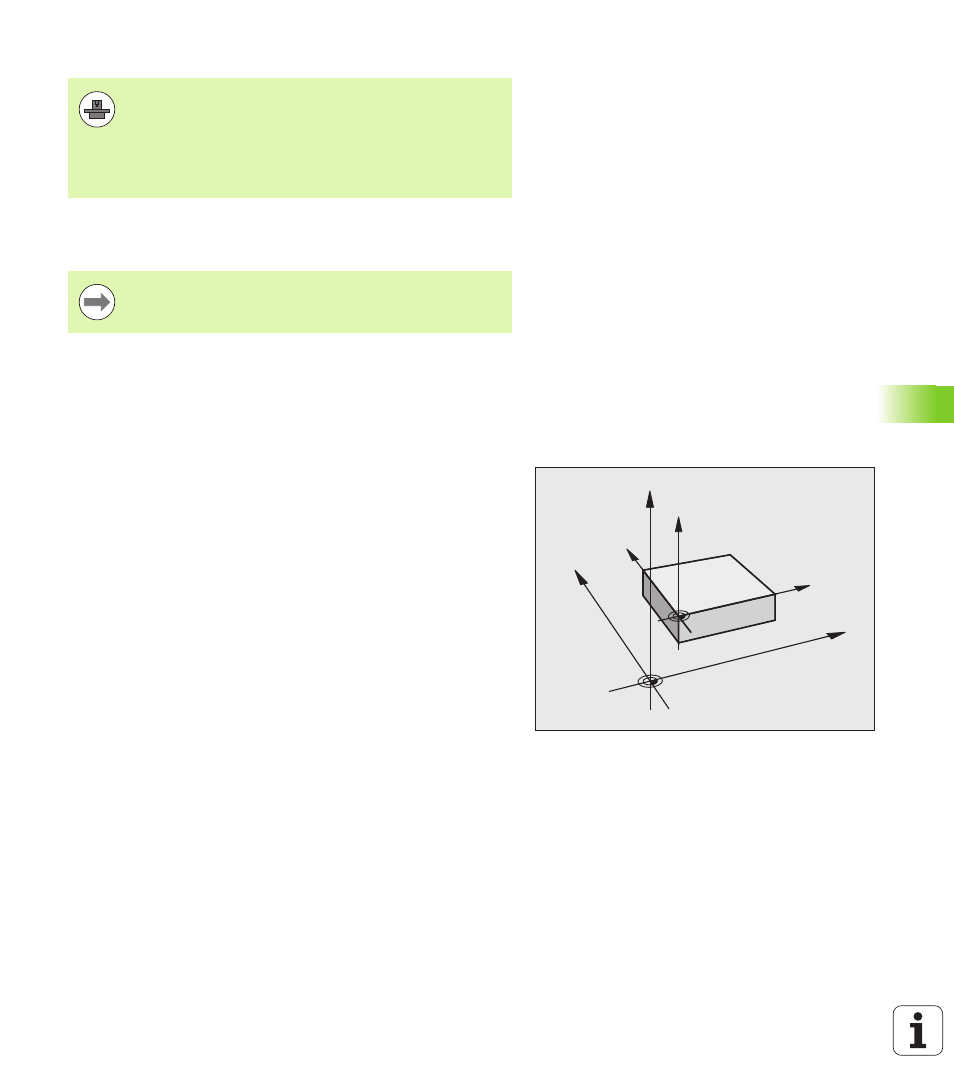
Ilustracja pokazuje układy współrzędnych z punktem zerowym
maszyny i punktem zerowym obrabianego przedmiotu.
M91/M92 w rodzaju pracy Test programu
Aby móc symulować graficznie M91/M92-przemieszczenia, należy
aktywować nadzór przestrzeni roboczej i wyświetlić półwyrób w
odniesieniu do wyznaczonego punktu odniesienia, patrz
„Przedstawienie półwyrobu w przestrzeni roboczej (opcja software
Advanced grafic features)”, strona 415.
Oprócz punktu zerowego maszyny może jej producent
wyznaczyć jeszcze jedną stałą pozycję maszyny (punkt
odniesienia maszyny).
Producent maszyny wyznacza dla każdej osi odstęp
punktu odniesienia maszyny od punktu zerowego
maszyny (patrz podręcznik obsługi maszyny).
Przy pomocy M91 lub M92 TNC przeprowadza prawidłowo
korekcję promienia. Długość narzędzia jednakże nie
zostaje uwzględniona.
Z
X
Y
Z
Y
X
M