Parametry cyklu – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Instrukcja Obsługi
Strona 330
330
Cykle: funkcje specjalne
12.7 T
O
CZENIE INTERPOLACYJNE (opc
ja sof
tware, cykl 290, DIN/ISO:
G290)
Parametry cyklu
Bezpieczna wysokość Q200 (przyrostowo): dystans
przedłużenia zdefiniowanego konturu przy najeździe i
odjeździe. Zakres wprowadzenia 0 do 99999,9999
alternatywnie PREDEF
Bezpieczna wysokość Q445 (bezwzględna):
bezwzględna wysokość, na której nie może dojść do
kolizji z obrabianym przedmiotem dla pozycji powrotu
na końcu cyklu. Zakres wprowadzenia -99999,9999
do 99999,9999
Kąt dla orientacji wrzeciona Q336 (absolutnie): kąt,
aby ustawić ostrze na pozycję 0° wrzeciona. Zakres
wprowadzenia -360.0000 do 360.0000
Prędkość skrawania [m/min] Q440: prędkość
skrawania narzędzia w m/min. Zakres wprowadzenia
0 do 99,999
Wcięcie na obrót [mm/obr] Q441: posuw wykonywany
przez narzędzie przy jednym obrocie. Zakres
wprowadzenia 0 do 99.999
Kąt startu płaszczyzna XY Q442: kąt startu na
płaszczyźnie XY. Zakres wprowadzenia 0 do 359.999
Kierunek obróbki (-1/+1) Q443:
Obróbka zgodnie z RWZ: zapis = -1
Obróbka przeciwnie do RWZ: zapis = +1
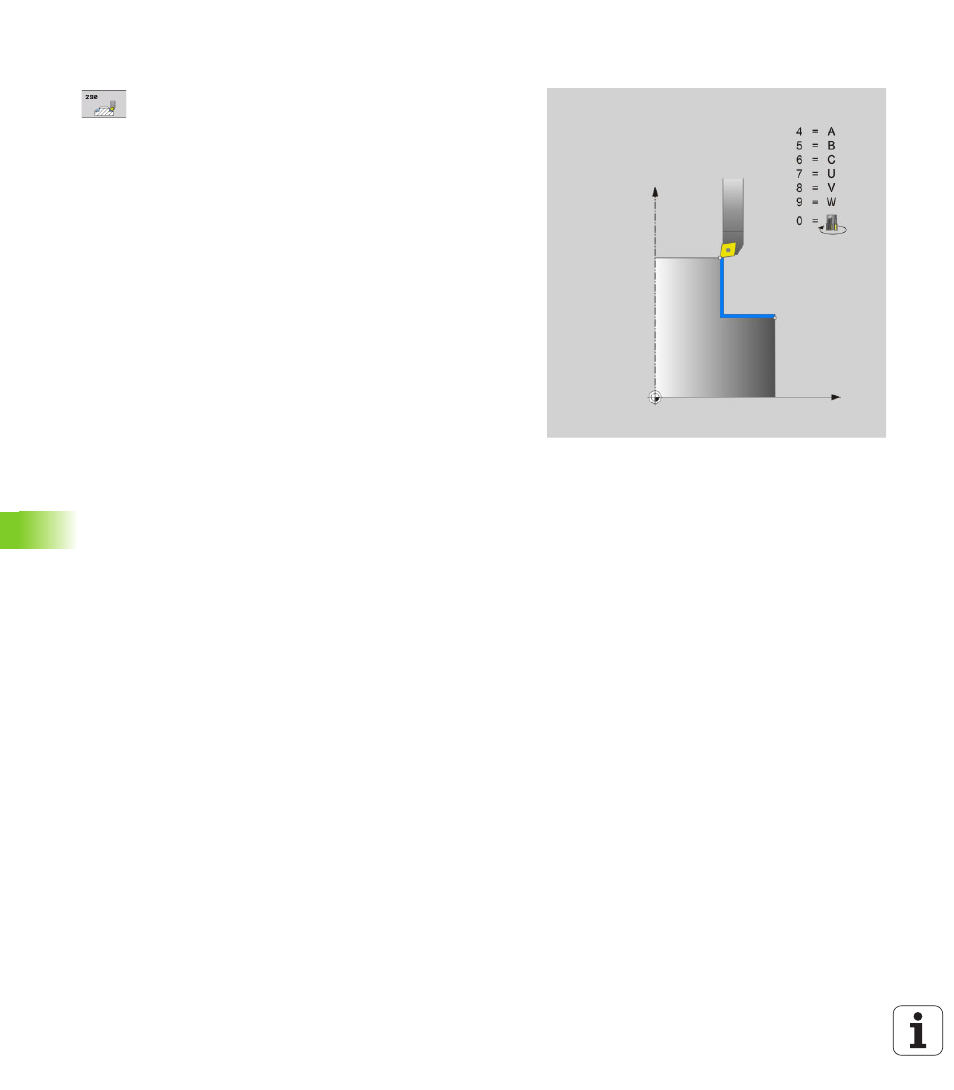
Interpolująca oś (4...9) Q444: oznaczenie
interpolującej osi.
A-jest interpolującą osią: zapis = 4
B-jest interpolującą osią: zapis = 5
C-jest interpolującą osią: zapis = 6
U-jest interpolującą osią: zapis = 7
V-jest interpolującą osią: zapis = 8
W-jest interpolującą osią: zapis = 9
Frezowanie konturu: zapis = 0