12 linia konturu 3d (cykl 276, din/iso: g276), Przebieg cyklu, Patrz „linia konturu – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Instrukcja Obsługi
Strona 221: 3d (cykl 276, din/iso: g276)” na stronie 221)
HEIDENHAIN iTNC 530
221
7.12 LINIA KONTURU 3D (
cykl 276, DIN/ISO:
G276)
7.12 LINIA KONTURU 3D (cykl 276,
DIN/ISO: G276)
Przebieg cyklu
Przy pomocy tego cyklu można wraz z cyklem 14 KONTUR obrabiać
otwarte oraz zamknięte kontury.
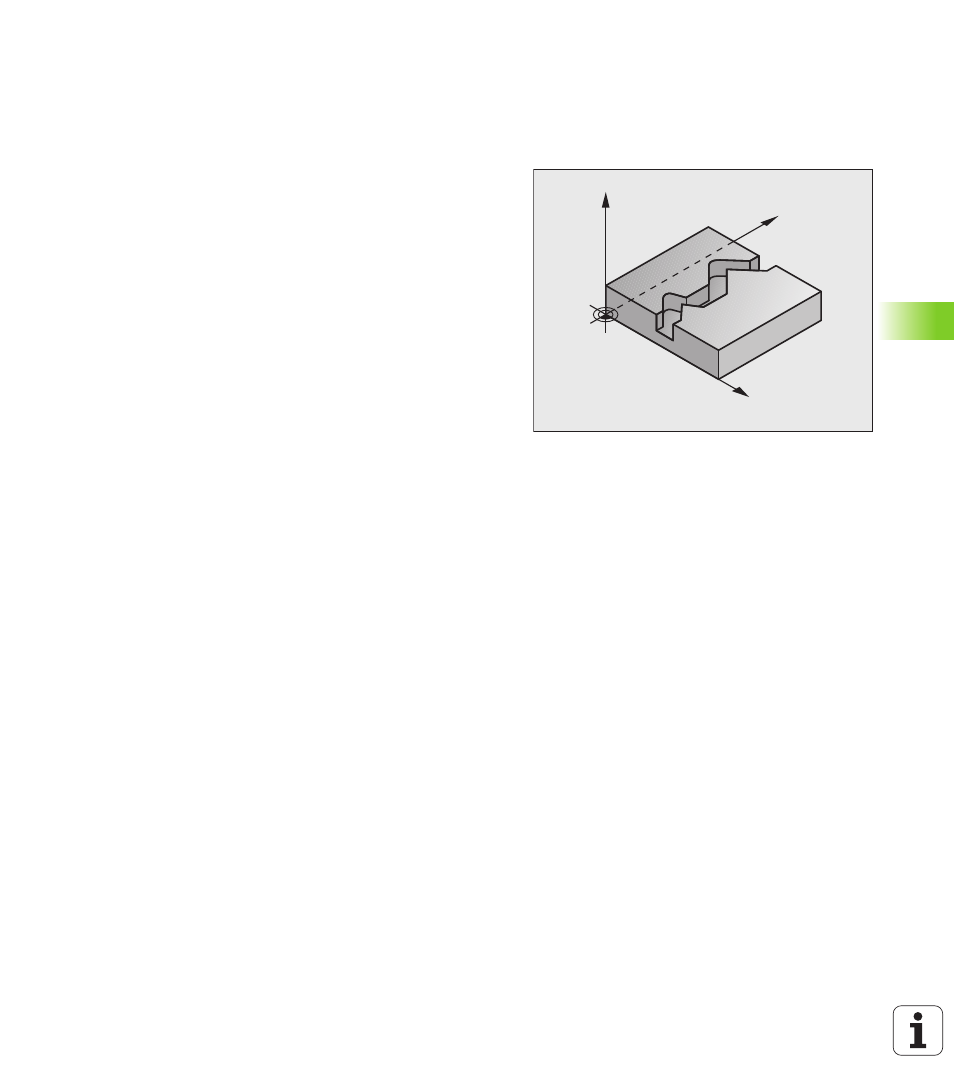
Cykl 276 LINIA KONTURU 3D interpretuje w porównaniu do cyklu 25
LINIA KONTURU także współrzędne na osi narzędzi (oś Z),
zdefiniowane w podprogramie konturu. W ten sposób można
dokonywać obróbki na przykład zarysów, wygenerowanych w
systemie CAM, w bardzo prosty sposób.
Obrabianie konturu bez wcięcia: głębokość frezowania Q1=0
1 Narzędzie przemieszcza się z logiką pozycjonowania do punktu
startu obróbki, wynikającego z pierwszego punktu konturu
wybranego kierunku obróbki oraz wybranej funkcji najazdu
2 TNC przemieszcza się tangencjalnie do konturu i obrabia go do
końca
3 W punkcie końcowym konturu TNC przemieszcza narzędzie
tangencjalnie od konturu. Funkcję odjazdu TNC wykonuje
identycznie do funkcji najazdu
4 Na koniec TNC pozycjonuje narzędzie na bezpieczną wysokość
Obróbka konturu z wcięciem w materiał: głębokość frezowania
Q1 oraz głębokość wcięcia Q10
1 Narzędzie przemieszcza się z logiką pozycjonowania do punktu
startu obróbki, wynikającego z pierwszego punktu konturu
wybranego kierunku obróbki oraz wybranej funkcji najazdu
2 TNC przemieszcza się tangencjalnie do konturu i obrabia go do
końca
3 W punkcie końcowym konturu TNC przemieszcza narzędzie
tangencjalnie od konturu. Funkcję odjazdu TNC wykonuje
identycznie do funkcji najazdu
4 Jeśli wybrano wahadłową obróbkę (Q15=0), to TNC przemieszcza
na następną głębokość wcięcia i obrabia kontur z powrotem do
pierwotnego punktu startu. W pozostałych przypadkach TNC
przemieszcza narzędzie na bezpieczną wysokość do punktu startu
obróbki i tam na następną głębokość wcięcia. Funkcję odjazdu
TNC wykonuje identycznie do funkcji najazdu
5 Ta operacja powtarza się, aż zostanie osiągnięta zaprogramowana
głębokość
6 Na koniec TNC pozycjonuje narzędzie na bezpieczną wysokość
Y
X
Z