Działanie – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Instrukcja Obsługi
Strona 288
288
Cykle: przekształcenia współrzędnych
11.3 PU
NK
T ZER
O
W
Y
-przes
uni
ę
cie przy u
życiu t
abel punktów zerowych
(cykl
7, DIN/ISO:
G53)
11.3 PUNKT ZEROWY-przesunięcie
przy użyciu tabel punktów
zerowych (cykl 7, DIN/ISO: G53)
Działanie
Tabeli punktów zerowych używa się np. przy
często powtarzających się przejściach obróbkowych przy różnych
pozycjach przedmiotu lub
częstym użyciu tych samych przesunięć punktów zerowych
W samym programie można zaprogramować punkty zerowe
bezpośrednio w definicji cyklu a także wywoływać je z tabeli punktów
zerowych.
Zresetować
Z tabeli punktów zerowych wywołać przesunięcie do współrzędnych
X=0; Y=0 itd.
Przesunięcie do współrzędnych X=0; Y=0 itd. wywołać
bezpośrednio przy pomocy definicji cyklu
Zastosowanie funkcji TRANS DATUM RESET.
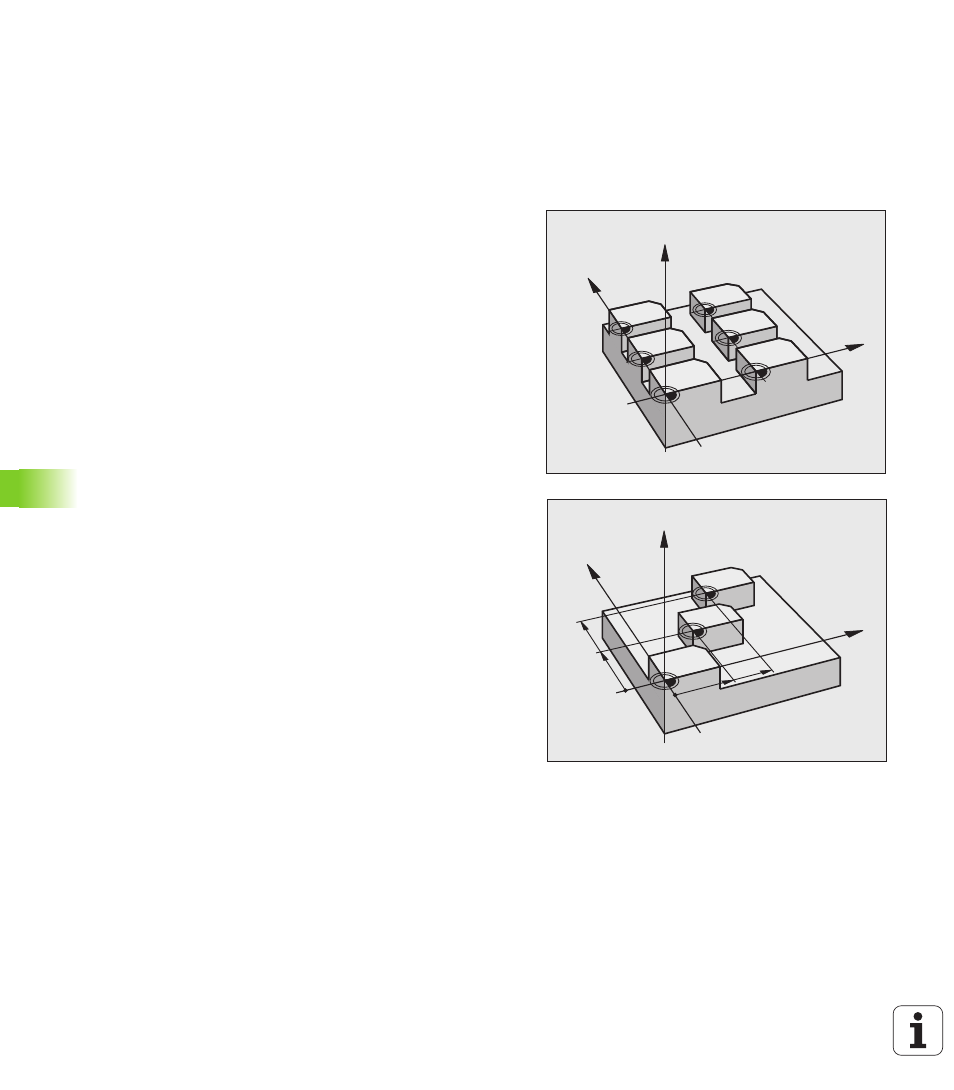
Grafika
Jeśli po przesunięciu punktu zerowego programuje się nową
BLK FORM, to można zdecydować poprzez parametr maszynowy
7310, czy BLK FORM ma odnosić się do nowego lub do starego
punktu zerowego. Przy obróbce kilku części TNC może w ten sposób
przedstawić graficznie każdą pojedyńczą część.
Wskazania stanu
W dodatkowym wyświetlaczu statusu zostają ukazane następujące
dane z tabeli punktów zerowych :
Nazwa i ścieżka aktywnej tabeli punktów zerowych
Aktywny numer punktu zerowego
Komentarz ze szpalty DOC aktywnego numeru punktu zerowego
N
0
N
2
N
4
N
1
N
3
N
5
Z
X
Y
Z
X
Y
X
Y
X
Y
N
0
N
2
N
1
1
2
1
2