7 obrobka na gotowo dna (cykl 23, din/iso: g123), Przebieg cyklu, Proszę uwzględnić przy programowaniu – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Instrukcja Obsługi
Strona 208: Parametry cyklu
208
Cykle obróbkowe: kieszeń konturu, linie konturu
7.7 OBROBKA NA GOT
O
WO DNA (cykl 23, DIN/ISO:
G123)
7.7 OBROBKA NA GOTOWO DNA
(cykl 23, DIN/ISO: G123)
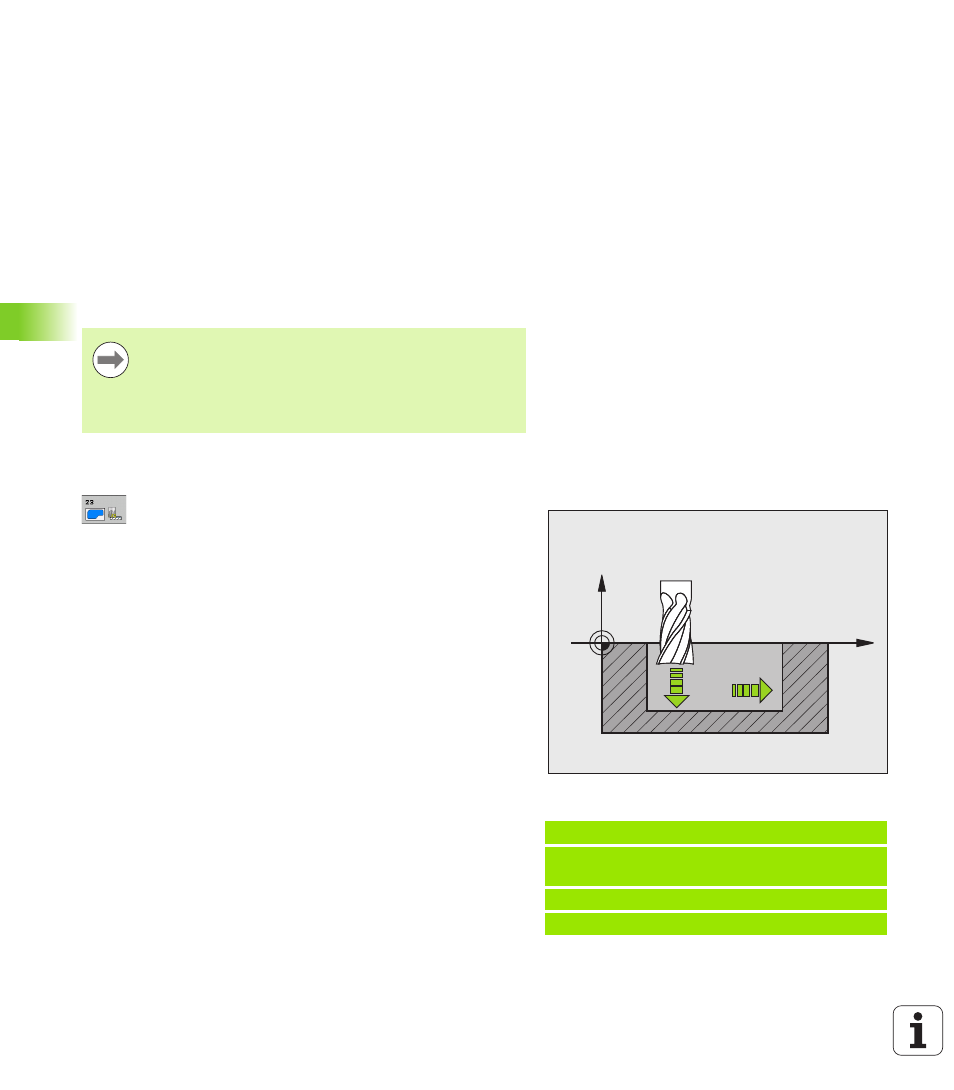
Przebieg cyklu
TNC przemieszcza narzędzie delikatnie (pionowy okrąg tangencjalny)
do obrabianej powierzchni, o ile istnieje dostatecznie dużo miejsca dla
tego celu. W przypadku braku dostatecznego wolnego miejsca TNC
przemieszcza narzędzie prostopadle na głębokość. Następnie
pozostały po rozwiercaniu naddatek dla obróbki wykańczającej zostaje
zdjęty.
Proszę uwzględnić przy programowaniu!
Parametry cyklu
Posuw dosuwu wgłębnego Q11: prędkość
przemieszczania narzędzia przy wcinaniu w materiał.
Zakres wprowadzenia 0 do 99999.9999 alternatywnie
FAUTO, FU, FZ
Posuw rozwiercania Q12: posuw frezowania. Zakres
wprowadzenia 0 do 99999.9999 alternatywnie
FAUTO, FU, FZ
Posuw ruchu powrotnego Q208: prędkość
przemieszczenia narzędzia przy wyjeździe po
obróbce w mm/min. Jeśli wprowadzimy Q208=0, TNC
wysuwa narzędzie z materiału z posuwem Q12.
Zakres wprowadzenia 0 do 99999,9999 alternatywnie
FMAX, FAUTO, PREDEF
TNC samo ustala punkt startu dla obróbki wykańczającej.
Punkt startu zależy od ilości miejsca w kieszeni.
Promień wejścia dla wypozycjonowania na głębokości
końcowej jest wyznaczony na stałe i niezależny od kąta
wcięcia narzędzia.
Przykład: NC-wiersze
60 CYCL DEF 23 NA GOTOWO DNO
Q11=100 ;POSUW WCIĘCIA W
MATERIAŁ
Q12=350 ;POSUW PRZECIĄGANIA
Q208=99999 ;POSUW POWROTU
X
Z
Q11
Q12