Przebieg cyklu, Patrz „toczenie, Stronie 328) – HEIDENHAIN iTNC 530 (34049x-08) Cycle programming Instrukcja Obsługi
Strona 328
328
Cykle: funkcje specjalne
12.7 T
O
CZENIE INTERPOLACYJNE (opc
ja sof
tware, cykl 290, DIN/ISO:
G290)
12.7 TOCZENIE INTERPOLACYJNE
(opcja software, cykl 290,
DIN/ISO: G290)
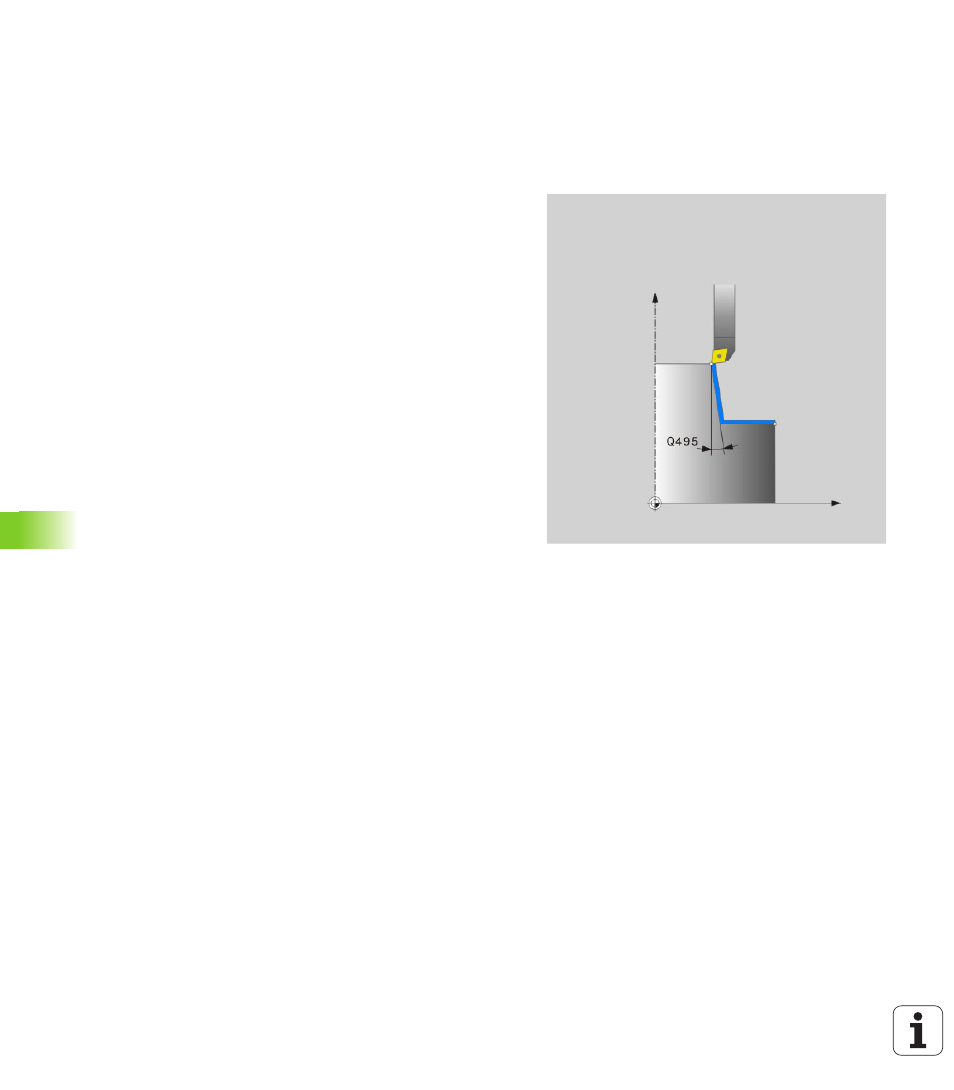
Przebieg cyklu
Przy pomocy tego cyklu można wytwarzać symetryczny do rotacji
stopień na płaszczyźnie obróbki, zdefiniowany poprzez punkt startu i
punkt końcowy. Srodkiem rotacji jest punkt startu (XY) przy wywołaniu
cyklu. Powierzchnie rotacji mogą być nachylone oraz przeciwnie do
siebie zaokrąglone. Powierzchnie mogą być obrabiane poprzez
toczenie interpolacyjne jaki i poprzez frezowanie.
1 TNC pozycjonuje narzędzie na bezpiecznej wysokości nad
punktem startu obróbki. Z tego wynika tangencjalne przedłużenie
punktu startu konturu o bezpieczną odległość.
2 TNC wytwarza zdefiniowany kontur za pomocą toczenia
interpolacyjnego. Przy tym osie główne płaszczyzny obróbki
opisują przemieszczenie kołowe, podczas gdy oś wrzeciona jest
ustawiona prostopadle do powierzchni.
3 W punkcie końcowym konturu TNC odsuwa narzędzie prostopadle
o bezpieczną odległość.
4 Na koniec TNC pozycjonuje narzędzie na bezpieczną wysokość