Płaszczyzna obrobki (cykl 19, opcja software 1), Bki (patrz „płaszczyzna obrobki (cykl 19, opcja, Software 1)” na stronie 528) – HEIDENHAIN iTNC 530 (340 49x-04) Instrukcja Obsługi
Strona 528: Patrz „płaszczyzna obrobki, 12 cykle dla przeliczania wspó łrz ędnych
528
8 Programowanie: cykle
8.12 Cykle dla przeliczania wspó
łrz
ędnych
PŁASZCZYZNA OBROBKI (cykl 19, opcja
software 1)
Działanie
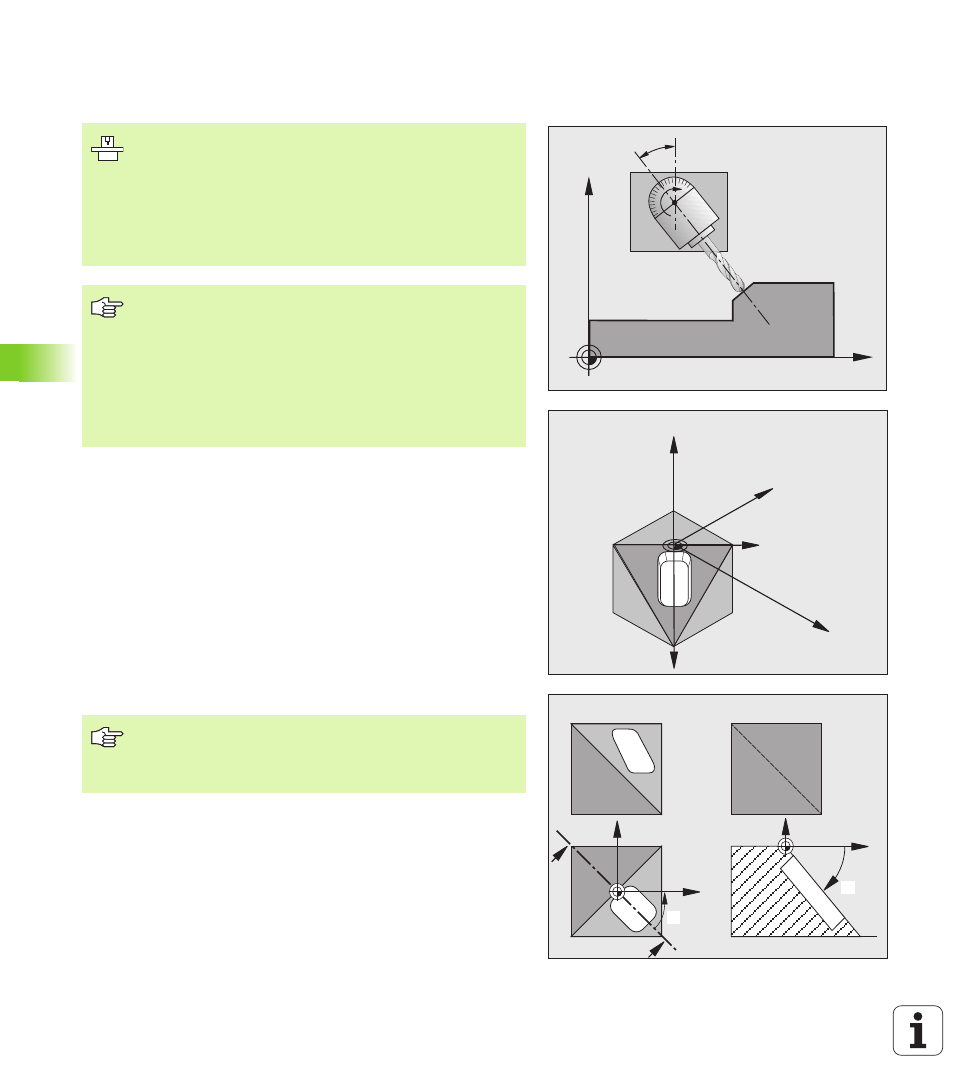
W cyklu 19 definiujemy położenie płaszczyzny obróbki – to znaczy
położenie osi narzędzi w odniesieni do stałego układu współrzędnych
maszyny – poprzez wprowadzenia kątów nachylenia. Można określić
położenie płaszczyzny obróbki dwoma sposobami:
Bezpośrednio wprowadzić położenie osi wahań
Opisać położenie płaszczyzny obróbki poprzez dokonanie do trzech
obrotów włącznie (kąt przestrzenny) stałego układu współrzędnych
maszyny. Wprowadzana kąt przestrzenny otrzymuje się w ten
sposób, że wyznacza się przejście (cięcie) na pochylonej
płaszczyźnie obróbki i spogląda od strony osi, o którą chcemy
pochylić. Przy pomocy dwóch kątów przestrzennych jest
jednoznacznie zdefiniowane dowolne położenie narzędzia w
przestrzeni
Jeżeli programujemy położenie płaszczyzny obróbki przez kąt
przestrzenny, to TNC oblicza automatycznie niezbędne dla tego
położenia kąta osi wahań i odkłada je w parametrach Q120 (A-oś) do
Q122 (C-oś). Jeżeli możliwe są dwa rozwiązania, to TNC wybiera–
wychodząc z położenia zerowego osi obrotu – krótszą drogę.
Kolejność obrotów dla obliczania położenia płaszczyzny jest
określona: najpierw obraca TNC A-oś, potem B-oś i na koniec C-oś.
Z
X
B
X
Z
Y
X'
Y'
Z
S
S
S-S
X
B
Y
X
C
Funkcje nachylania płaszczyzny obróbki zostają
dopasowane do TNC i maszyny przez producenta
maszyn. W przypadku określonych głowic obrotowych
(stołów obrotowych) producent maszyn określa, czy
programowane w cyklu kąty zostają interpretowane przez
TNC jako współrzędne osi obrotowych lub jako
komponenty kątowe ukośnej płaszczyzny. Proszę zwrócić
uwagę na instrukcję obsługi maszyny.
Pochylenie płaszczyzny obróbki następuje zawsze wokół
aktywnego punktu zerowego.
Jeżeli używamy cyklu 19 przy aktywnym M120, to TNC
anuluje korekcję promienia i tym samym także
automatycznie funkcję M120.
Podstawy patrz „Nachylenie płaszczyzny obróbki (opcja
software 1)”, strona 91: proszę dokładnie przeczytać ten
rozdział.
Proszę zwrócić uwagę, że położenie pochylonego układu
współrzędnych i tym samym ruchy przemieszczania w
pochylonym układzie współrzędnych od tego zależą, jak
opisujemy pochyloną płaszczyznę.