HEIDENHAIN iTNC 530 (340 49x-04) Instrukcja Obsługi
Strona 420
420
8 Programowanie: cykle
8.6 Cykle dla frezowania kiesz
eni,czopów i rowków wpustowych
Zakres obróbki (0/1/2) Q215: określić zakres obróbki:
0: Obróbka zgrubna i wykańczająca
1: Tylko obróbka zgrubna
2: Tylko obróbka wykańczająca
Obróbka wykańczająca na boku i obróbka
wykańczająca na dnie zostają tylko wykonane, jeśli
został zdefiniowany odpowiedni naddatek na obróbkę
wykańczającą (Q368, Q369)
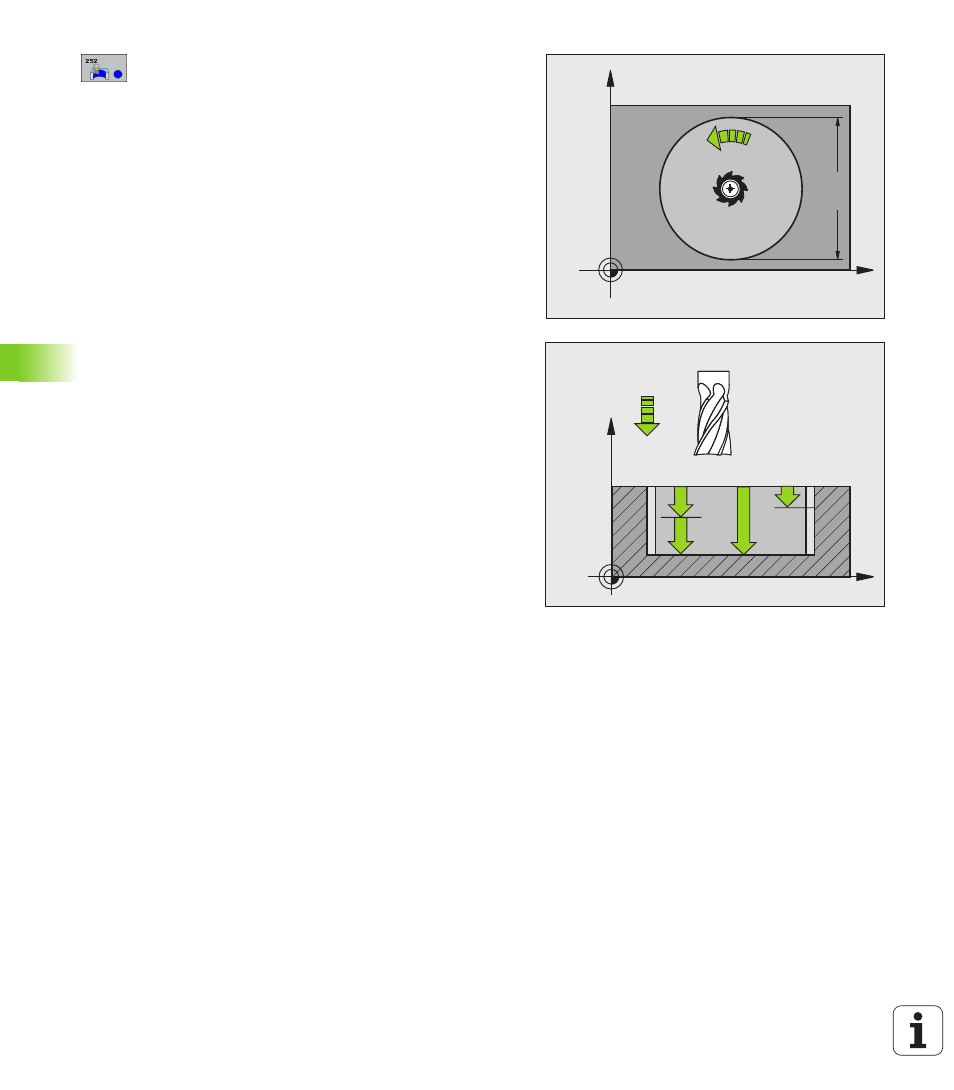
Srednica okręgu Q223: średnica obrobionej na gotowo
kieszeni
Naddatek na obróbkę wykańczającą z boku Q368
(przyrostowo): naddatek na obróbkę wykańczającą
na płaszczyźnie obróbki.
Posuw frezowania Q207: prędkość przemieszczania
się narzędzia przy frezowaniu w mm/min
Rodzaj frezowania Q351: rodzaj obróbki frezowaniem
przy M3:
+1 = frezowanie współbieżne
–1 = frezowanie przeciwbieżne
Głębokość Q201 (przyrostowo): odstęp powierzchnia
obrabianego przedmiotu – dno kieszeni
Głębokość dosuwu Q202 (przyrostowo): wymiar, o jaki
narzędzie zostaje każdorazowo dosunięte;
wprowadzić wartość większą od 0
Naddatek na obróbkę wykańczającą dna Q369
(przyrostowo): naddatek na obróbkę wykańczającą
dna
Posuw wcięcia Q206: prędkość przemieszczania
narzędzia przy wcięciu w materiał w mm/min
Dosuw przy obróbce wykańczającej Q338
(przyrostowo): wymiar, o jaki narzędzie zostaje w osi
wrzeciona dosunięte przy obróbce wykańczającej.
Q338=0: Obróbka wykańczająca przy jednym
dosunięciu
X
Y
Q207
Q223
X
Z
Q201
Q206
Q202
Q338