HEIDENHAIN iTNC 530 (340 49x-04) Instrukcja Obsługi
Strona 409
HEIDENHAIN iTNC 530
409
8.5 Cykle dla wiercenia, gwintowania i frezowania gwintów
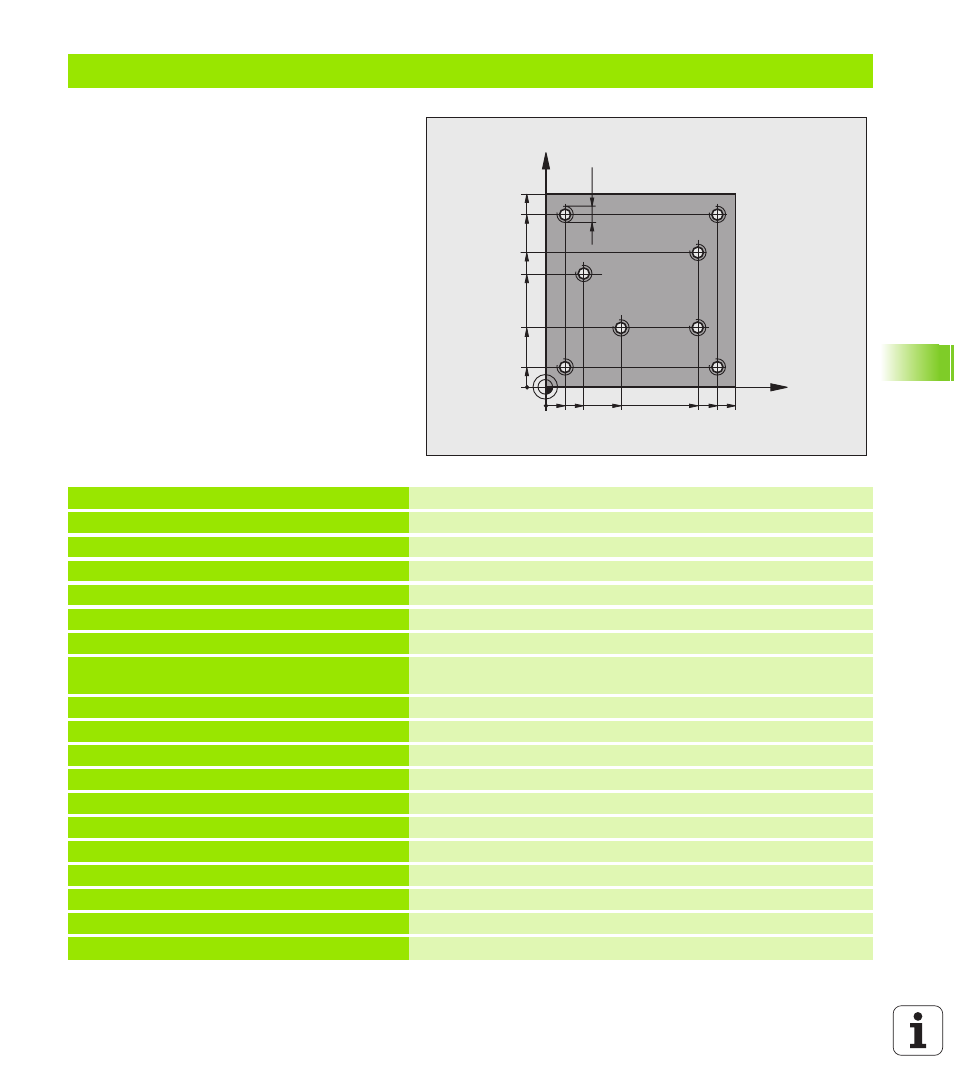
Przykład: cykle wiercenia w połączeniu z tabelą punktów
Współrzędne wiercenia są zapisane w pamięci
w tabeli punktów TAB1.PNT i zostają wywołane
przez TNC z CYCL CALL PAT .
Promienie narzędzi są tak wybrane, iż wszystkie
kroki robocze można zobaczyć w grafice
testowej.
Przebieg programu
Centrowanie
Wiercenie
Gwintowanie
0 BEGIN PGM 1 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-20
Definicja części nieobrobionej
2 BLK FORM 0.2 X+100 Y+100 Y+0
3 TOOL DEF 1 L+0 R+4
Definicja narzędzia nakiełek
4 TOOL DEF 2 L+0 2.4
Definicja narzędzia wiertło
5 TOOL DEF 3 L+0 R+3
Definicja narzędzia gwintownik
6 TOOL CALL 1 Z S5000
Wywołanie narzędzia nakiełek
7 L Z+10 RO F5000
Przemieścić narzędzie na bezpieczną wysokość (F zaprogramować
z wartością),
TNC pozycjonuje po każdym cyklu na bezpieczną wysokość
8 SEL PATTERN “TAB1“
Zdefiniować tabelę punktów
9 CYCL DEF 200 WIERCENIE
Definicja cyklu nakiełkowania
Q200=2
;ODSTĘP BEZPIECZEŃSTWA
Q201=-2
;GłĘBOKOŚĆ
Q206=150 ;F GłĘBOKOŚĆ WCIĘCIA
Q202=2
;GłĘBOKOŚĆ WCIĘCIA
Q210=0
;CZAS WYJŚCIA U GÓRY
Q203=+0 ;WSPÓł.POWIERZ.
Wprowadzić koniecznie 0, działa z tabeli punktów
Q204=0
;2. BEZP.ODLEGł.
Wprowadzić koniecznie 0, działa z tabeli punktów
Q211=0.2 ;CZAS ZATRZYMANIA U DOłU
X
Y
20
10
100
100
10
90
90
80
30
55
40
65
M6