Szlifowanie naroży: m90 – HEIDENHAIN iTNC 530 (340 49x-04) Instrukcja Obsługi
Strona 307
HEIDENHAIN iTNC 530
307
7.4 Funkcje dodatkowe dla zachowania si
ę
narz
ędzi na torze kszta
łtowym
7.4 Funkcje dodatkowe dla
zachowania się narzędzi na
torze kształtowym
Szlifowanie naroży: M90
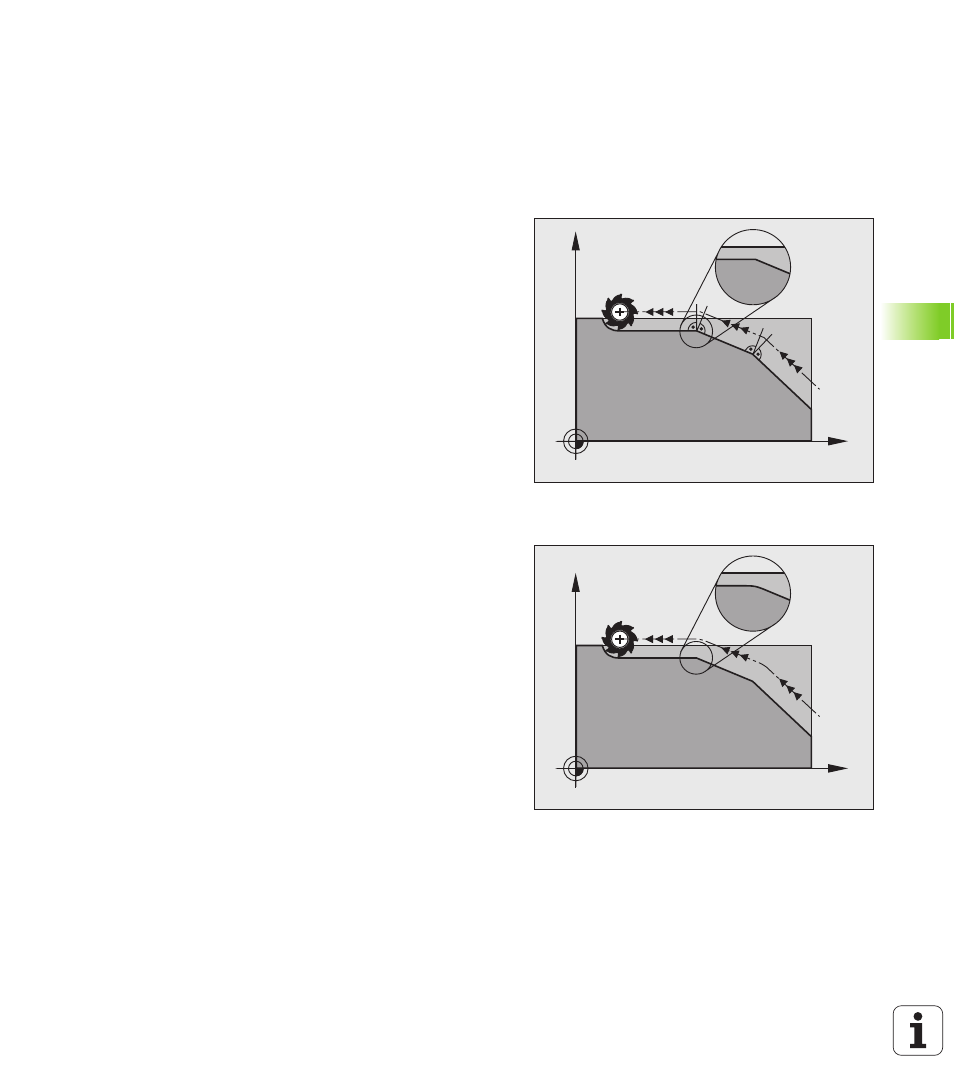
Postępowanie standardowe
TNC zatrzymuje w blokach pozycjonowania bez korekcji promienia
narzędzia dane narzędzie na krótko przy narożach (zatrzymanie
dokładnościowe).
W przypadku bloków programowania z korekcją promienia (RR/RL)
TNC włącza na narożach zewnętrznych automatycznie okrąg
przejściowy.
Zachowanie z M90
Narzędzie zostaje prowadzone na narożnych przejściach ze stałą
prędkością torową: naroża ścierają się i powierzchnia obrabianego
przedmiotu jest gładsza. Dodatkowo skraca się czas obróbki.
Przykład zastosowania: powierzchnie składające się z krótkich
prostych odcinków.
Działanie
M90 działa tylko w tym bloku programowym, w którym jest M90
zaprogramowana.
M90 zadziała na początku bloku. Praca z odstępem opóźnienia
(odstęp stanowiący różnicę pomiędzy pozycją rzeczywistą i zadaną
narzędzia w danym momencie) musi być wybrana.
X
Y
X
Y