HEIDENHAIN iTNC 530 (340 49x-04) Instrukcja Obsługi
Strona 421
HEIDENHAIN iTNC 530
421
8.6 Cykle dla frezowania kiesz
eni,czopów i rowków wpustowych
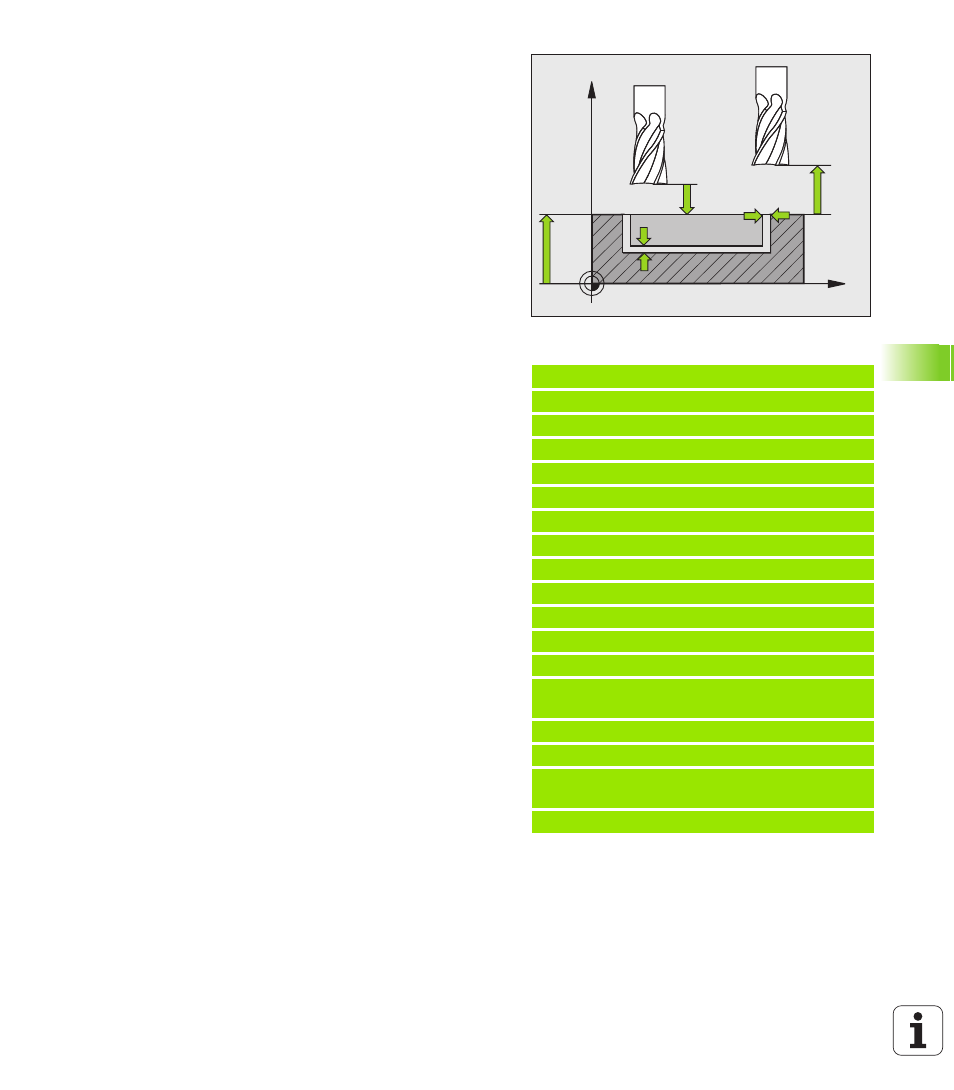
Bezpieczna wysokość Q200 (przyrostowo): odstęp
pomiędzy powierzchnią czołową narzędzia i
powierzchnią obrabianego przedmiotu
Współrzędna powierzchni obrabianego przedmiotu
Q203 (bezwzględna): bezwzględna współrzędna
powierzchni obrabianego przedmiotu
2-ga Bezpieczna wysokość Q204 (przyrostowo):
współrzędna osi wrzeciona, na której nie może dojść
do kolizji pomiędzy narzędziem i obrabianym
przedmiotem (mocowadłem)
Współczynnik nakładania się trajektorii Q370: Q370 x
promień narzędzia daje wartość bocznego dosuwu k.
Maksymalna wartość zapisu 1,9999
Strategia wcięcia Q366: rodzaj strategii wcięcia w
materiał:
0 = pogłębianie prostopadłe. Niezależnie od
zdefiniowanego w tabeli narzędzia kąta wejścia w
materiał ANGLE TNC wchodzi prostopadle w
materiał
1 = pogłębianie po linii helix. W tablicy narzędzi
musi zostać zdefiniowany dla aktywnego narzędzia
kąt pogłębiania ANGLE nierówny 0. W przeciwnym
razie TNC wydaje komunikat o błędach
Posuw obróbki na gotowo Q385: prędkość
przemieszczenia narzędzia przy obróbce
wykańczającej boków i głębokości w mm/min
Przykład: NC-wiersze
8 CYCL DEF 252 KIESZEŃ OKRąGłA
Q215=0
;ZAKRES OBROBKI
Q223=60 ;SREDNICA OKREGU
Q368=0.2 ;NADDATEK Z BOKU
Q207=500 ;POSUW FREZOWANIA
Q351=+1 ;RODZAJ FREZOWANIA
Q201=-20 ;GłĘBOKOŚĆ
Q202=5
;GłĘBOKOŚĆ WCIĘCIA
Q369=0.1 ;NADDATEK NA DNIE
Q206=150 ;POSUW WCIECIA
Q338=5
;WCIĘCIE WYKAŃCZANIA
Q200=2
;ODSTĘP BEZPIECZEŃSTWA
Q203=+0 ;WSPÓł.POWIERZCHNI
Q204=50 ;2-GI ODSTĘP
BEZPIECZEŃSTWA
Q370=1
;NAŁOZENIE TRAJEKTORII
Q366=1
;WCIECIE
Q385=500 ;POSUW OBRÓBKI NA
GOTOWO
9 CYCL CALL POS X+50 Y+50 Z+0 FMAX M3
X
Z
Q200
Q20
Q20
Q36
Q36