HEIDENHAIN iTNC 530 (340 49x-04) Instrukcja Obsługi
Strona 437
HEIDENHAIN iTNC 530
437
8.6 Cykle dla frezowania kiesz
eni,czopów i rowków wpustowych
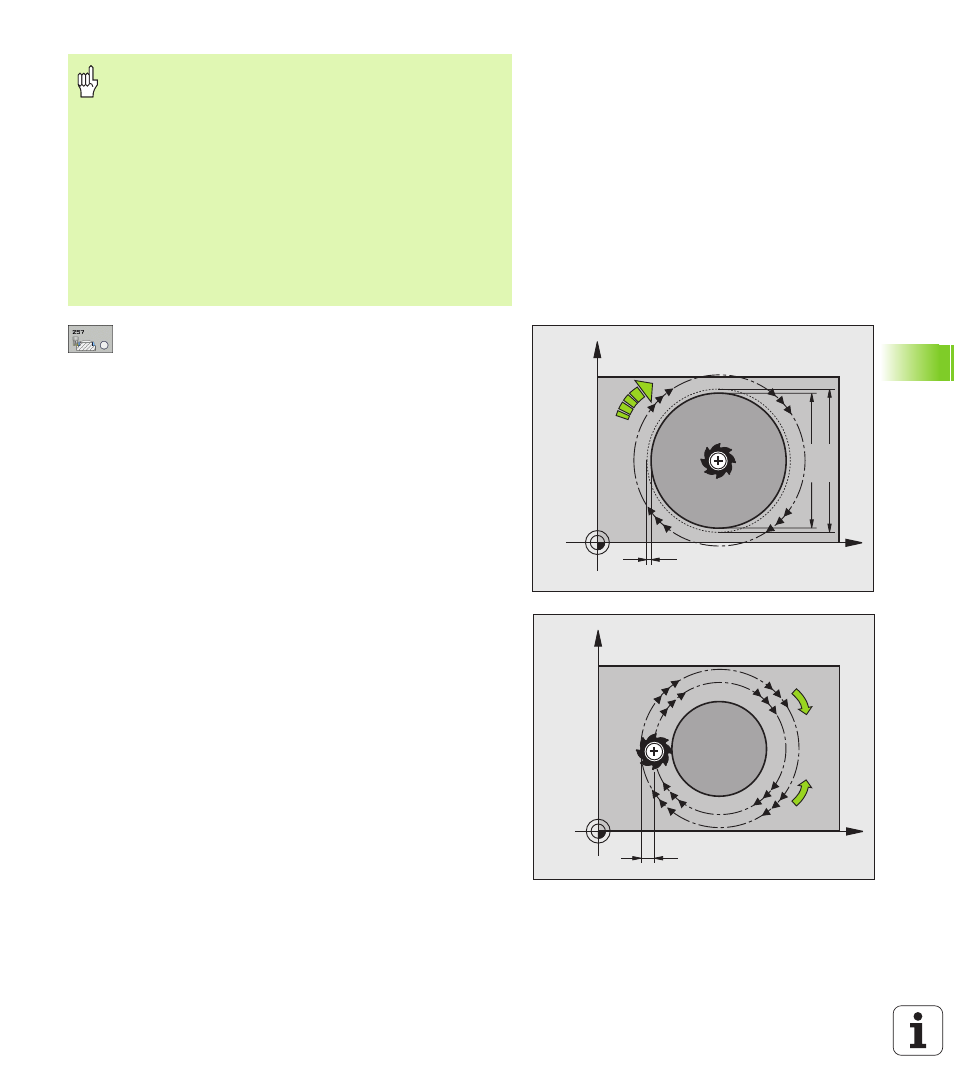
Srednica gotowego przedmiotu Q223: średnica
obrobionego na gotowo czopu
Średnica półwyrobu Q222: średnica półwyrobu.
Zapisać średnicę półwyrobu większą od średnicy
gotowego przedmiotu. TNC wykonuje kilka bocznych
wcięć, jeśli różnica pomiędzy średnicą półwyrobu i
średnicą gotowego przedmiotu jest większa niż
dozwolone wcięcie boczne (promień narzędzia razy
nakładanie trajektorii Q370). TNC oblicza zawsze
stałe boczne wcięcie
Naddatek na obróbkę wykańczającą z boku Q368
(przyrostowo): naddatek na obróbkę wykańczającą
na płaszczyźnie obróbki.
Posuw frezowania Q207: prędkość przemieszczania
się narzędzia przy frezowaniu w mm/min
Rodzaj frezowania Q351: rodzaj obróbki frezowaniem
przy M3:
+1 = frezowanie współbieżne
–1 = frezowanie przeciwbieżne
Przy pomocy parametru maszynowego 7441 bit 2
nastawiamy, czy TNC ma wydawać komunikat o błędach
przy wprowadzaniu dodatniej głębokości (bit 2=1) czy też
nie (bit 2=0).
Uwaga niebezpieczeństwo kolizji!
Proszę zwrócić uwagę, iż TNC przy dodatniej
wprowadzonej głębokości odwraca obliczenie pozycji
poprzedniej. Narzędzie przemieszcza się na osi narzędzia
na biegu szybkim na odstęp bezpieczeństwa poniżej
powierzchni obrabianego przedmiotu!
Z prawej strony obok czopu należy pozostawić
dostatecznie dużo miejsca dla ruchu najazdowego.
Minimum: średnica narzędzia + 2 mm.
X
Y
Q223
Q207
Q222
Q368
X
Y
k
Q351= +1
Q351= 1