Frezowanie gwintu (cykl 262) – HEIDENHAIN iTNC 530 (340 49x-04) Instrukcja Obsługi
Strona 388
388
8 Programowanie: cykle
8.5 Cykle dla wiercenia, gwintowania i frezowania gwintów
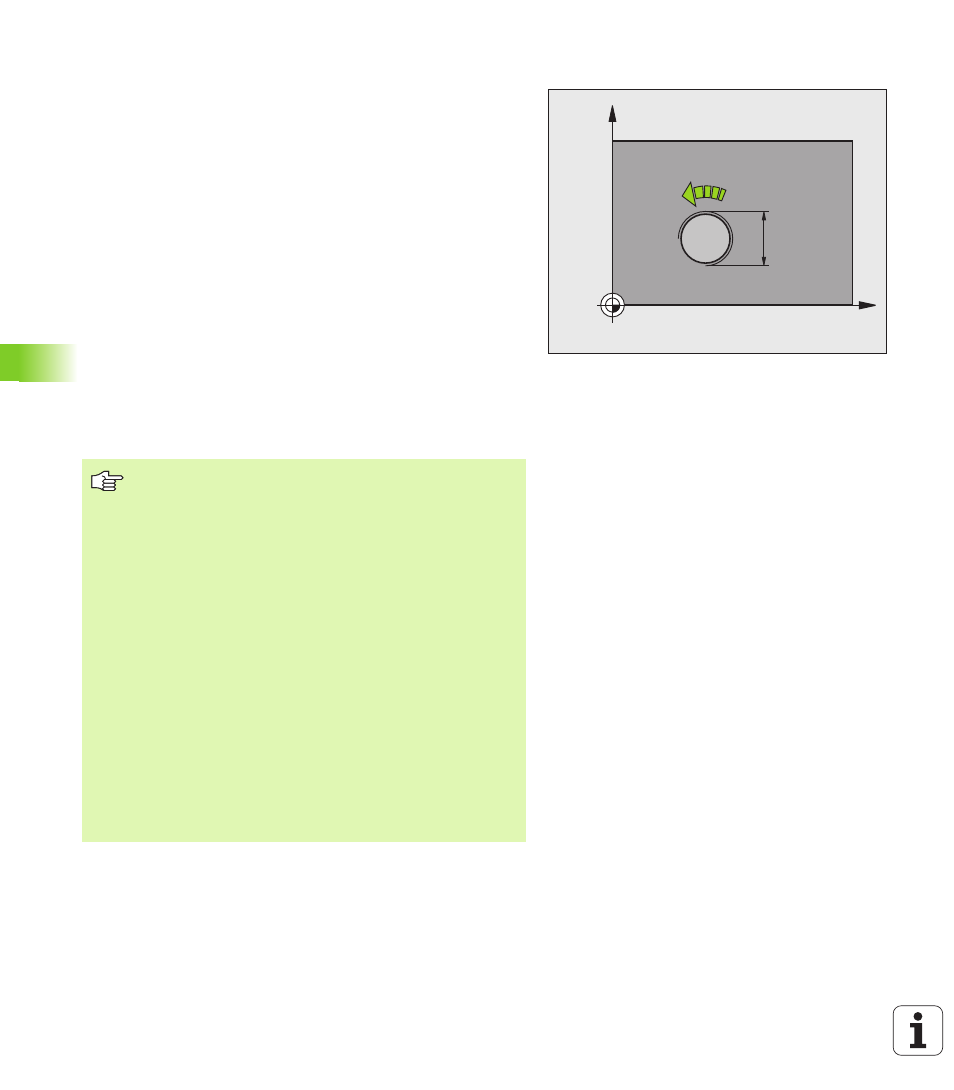
FREZOWANIE GWINTU (cykl 262)
1 TNC pozycjonuje narzędzie w osi wrzeciona na biegu szybkim
FMAX na Bezpieczną wysokość nad powierzchnią obrabianego
przedmiotu
2 Narzędzie przemieszcza się z zaprogramowanym posuwem
pozycjonowania wstępnego na płaszczyznę startu, która wynika ze
znaku liczby skoku gwintu, rodzaju frezowania i liczby powtórzeń
do wykonania
3 Następnie narzędzie przemieszcza się tangencjalnie po linii
śrubowej (helix) do nominalnej średnicy gwintu. Przy tym zostaje
przeprowadzone jeszcze przed przemieszczeniem dosuwu po linii
śrubowej (helix) przemieszczenie wyrównawcze w osi narzędzia,
aby rozpocząć z torem gwintu na zaprogramowanym poziomie
startu
4 W zależności od parametru Wznowienie (pracy) narzędzie frezuje
gwint jednym, kilkoma z przesunięciami lub ruchem ciągłym po linii
śrubowej
5 Po tym narzędzie odjeżdża stycznie od konturu do punktu startu na
płaszczyźnie obróbki
6 Przy końcu cyklu TNC przemieszcza narzędzia na biegu szybkim
na Bezpieczną wysokość lub – jeśli wprowadzono – na 2-
gą bezpieczną wysokość
X
Y
Q207
Q335
Proszę uwzględnić przed programowaniem
Zaprogramować blok pozycjonowania w punkcie startu
(środek odwiertu) płaszczyzny obróbki z korekcją
promienia R0.
Znak liczby parametru cyklu Głębokość gwintu określa
kierunek pracy (obróbki). Jeśli zaprogramujemy
Głębokość gwintu = 0, to TNC nie wykonuje tego cyklu.
Przemieszczenie dosuwu na nominalną średnicę gwintu
następuje na półkolu od środka. Jeśli średnica narzędzia
jest 4-krotny skokmniejsza niż nominalna średnica gwintu
to zostaje przeprowadzone boczne pozycjonowanie
wstępne.
Proszę zwrócić uwagę, iż TNC wykonuje przed ruchem
dosuwowym przemieszczenie wyrównujące w osi
narzędzia. Rozmiar tego przemieszczenia wyrównującego
wynosi maksymalnie połowę skoku gwintu. Zwrócić uwagę
na dostatecznie dużo miejsca w odwiercie!
Jeżeli zostanie zmieniona głębokość gwintu, to TNC
zmienia automatycznie punkt startu dla przemieszczenia
helix.