HEIDENHAIN TNC 640 (34059x-04) Cycle programming Instrukcja Obsługi
Strona 559
TS PROMIEN ZEWN.KALIBROWAC (cykl 463, DIN/ISO: G463) 18.9
18
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 4/2014
559
Aby określić przesunięcie współosiowości główki
sondy, TNC musi być przygotowane przez
producenta maszyn.. Proszę uwzględnić informacje
zawarte w podręczniku obsługi maszyny!
Właściwość, czy lub jak można orientować układ
pomiarowy, jest w przypadku układów firmy
HEIDENHAIN już zdefiniowana z góry. Te parametry
są konfigurowane przez producenta maszyn.
PROMIEN CZOPU
Q407: średnica pierścienia
nastawczego. Zakres wprowadzenia 0 do 99,9999
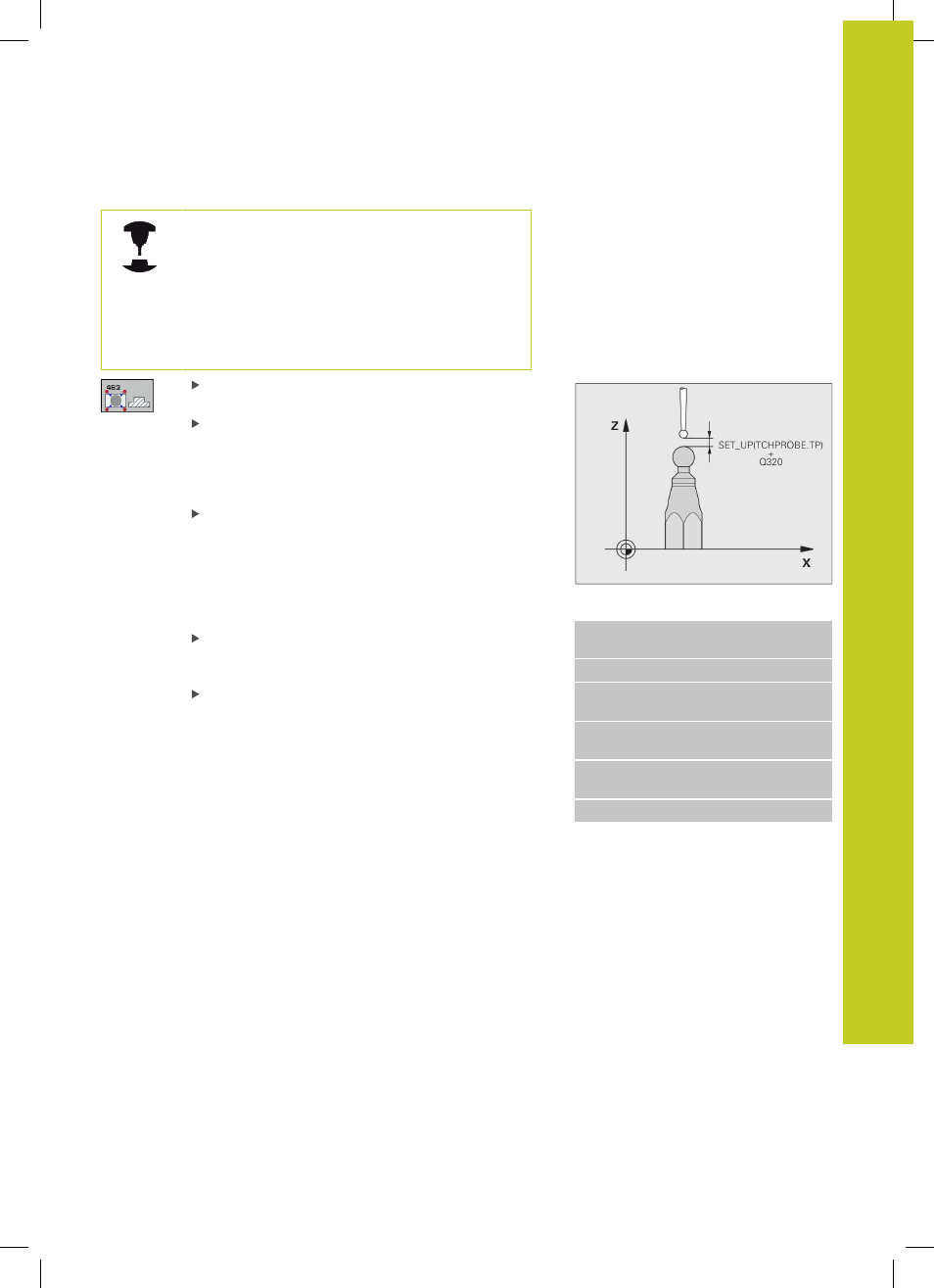
ODSTEP BEZP.
Q320 (przyrostowo): dodatkowy
odstęp pomiędzy punktem pomiaru i kulką
sondy pomiarowej. Q320 działa addytywnie do
SET_UP (tabela układów impulsowych). Zakres
wprowadzenia 0 do 99999,9999
PRZEJAZD NA B.WYSOKOSC
Q301: określić, jak
układ pomiarowy ma przemieszczać się pomiędzy
punktami pomiarowymi:
0
: pomiędzy punktami pomiarowymi przejazd na
wysokość pomiaru
1
: pomiędzy punktami pomiarowymi przejazd na
bezpieczną wysokość
LICZBA ZABIEGOW PROBKOWANIA
Q407
(absolutnie): liczba punktów pomiarowych na
średnicy. Zakres wprowadzenia 0 do 8
KAT BAZOWY
Q380 (absolutny): kąt pomiędzy osią
główną płaszczyzny obróbki i pierwszym punktem
próbkowania. Zakres wprowadzenia 0 do 360,0000
NC-wiersze
5 TCH PROBE 463 TS KALIBROWANIE
NA CZOPIE
Q407=+5
;PROMIEN CZOPU
Q320=+0
;BEZPIECZNA
WYSOKOSC
Q301=+1
;PRZEJAZD NA
B.WYSOKOSC
Q423=+8
;LICZBA ZABIEGOW
PROBKOWANIA
Q380=+0
;KAT BAZOWY