Parametry cyklu – HEIDENHAIN TNC 640 (34059x-04) Cycle programming Instrukcja Obsługi
Strona 240
Cykle obróbkowe: frezowanie metodą wierszowania
10.2 WIERSZOWANIE (cykl 230, DIN/ISO: G230)
10
240
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 4/2014
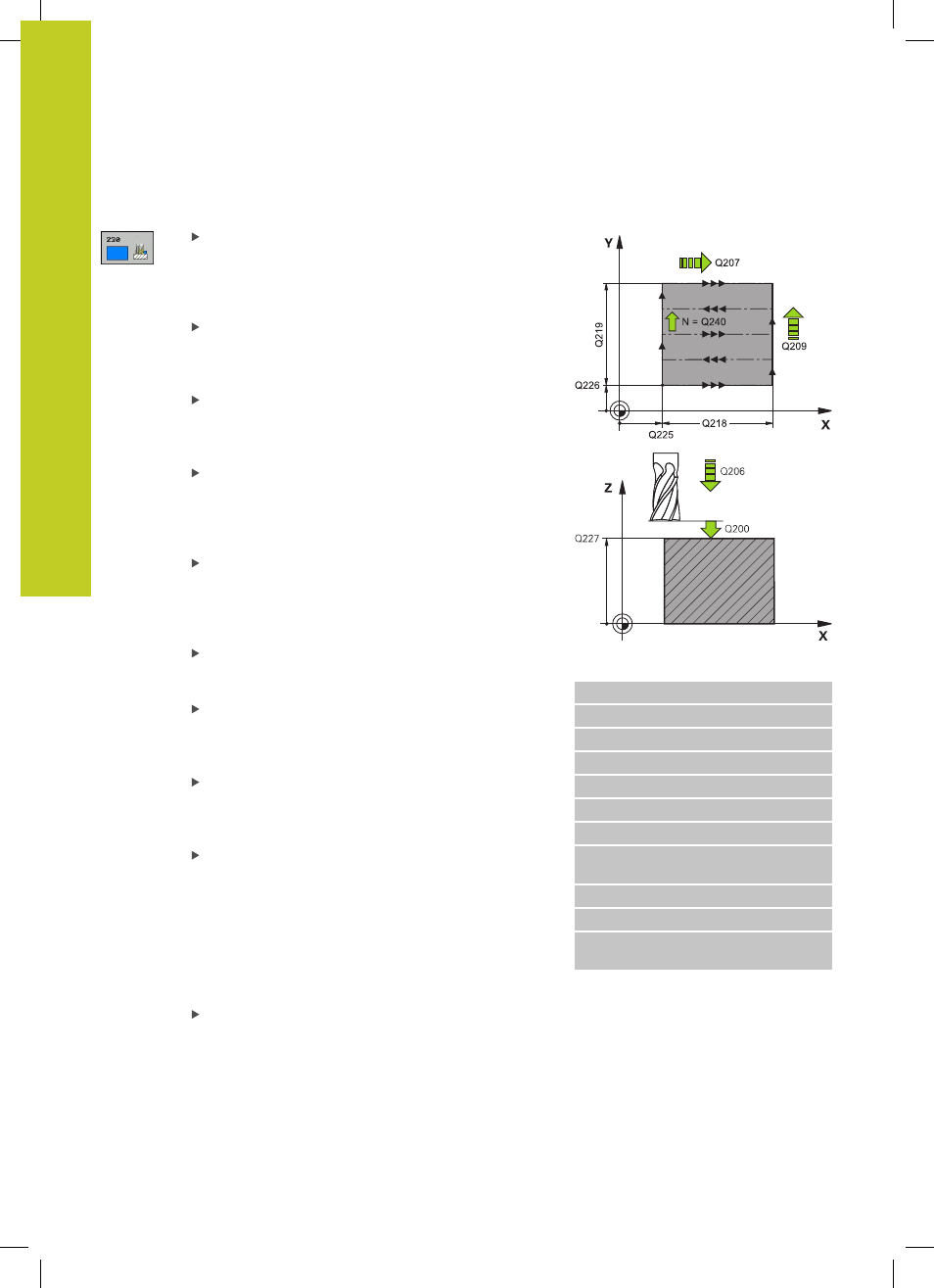
Parametry cyklu
Punkt startu 1-szej osi
Q225 (absolutnie):
współrzędna punktu startu obrabianej
wierszowaniem powierzchni w osi głównej
płaszczyzny obróbki. Zakres wprowadzenia
-99999.9999 do 99999.9999
Punkt startu 2. osi
Q226 (absolutnie): współrzędna
punktu startu obrabianej wierszowaniem
powierzchni w osi pomocniczej płaszczyzny obróbki.
Zakres wprowadzenia -99999.9999 do 99999.9999
Punkt startu 3. osi
Q227 (absolutnie): wysokość
w osi wrzeciona, na której dokonuje się frezowania
wierszowaniem. Zakres wprowadzenia -99999.9999
do 99999.9999
1. długość boku
Q218 (przyrostowo): długość
frezowanej wierszowaniem powierzchni w osi
głównej płaszczyzny obróbki, w odniesieniu do
punktu startu 1.osi. Zakres wprowadzenia 0 do
99999.9999
2. długość boku
Q219 (przyrostowo): długość
frezowanej wierszowaniem powierzchni w osi
pomocniczej płaszczyzny obróbki, w odniesieniu
do punktu startu 2. osi. Zakres wprowadzenia 0 do
99999.9999
Liczba przejść
Q240: liczba wierszy, na których
TNC ma przemieścić narzędzie na szerokości.
Zakres wprowadzenia 0 do 99999
Posuw wcięcia na głębokość
Q206: prędkość
przemieszczenia narzędzia przy wcięciu na
głębokość w mm/min. Zakres wprowadzenia 0 do
99999.999 alternatywnie FAUTO, FU, FZ
Posuw frezowania
Q207: prędkość
przemieszczania się narzędzia przy frezowaniu w
mm/min. Zakres wprowadzenia 0 do 99999,999
alternatywnie FAUTO, FU, FZ
Posuw poprzeczny
Q209: prędkość
przemieszczenia narzędzia przy przejeździe
do następnego wiersza w mm/min; jeśli
przemieszczamy w materiale poprzecznie, to
Q209 wprowadzić mniejszym od Q207; jeśli
przemieszczamy poza materiałem poprzecznie,
to Q209 może być większy od Q207. Zakres
wprowadzenia 0 bis 99999.9999 alternatywnie
FAUTO
, FU, FZ
Bezpieczna wysokość
Q200 (przyrostowo):
pomiędzy ostrzem narzędzia i głębokością
frezowania dla pozycjonowania na początku cyklu
i na końcu cyklu. Zakres wprowadzenia 0 do
99999.9999
NC-wiersze
71CYCL DEF 230 WIERSZOWANIE
Q225=+10
;PUNKT STARTU 1. OSI
Q226=+12
;PUNKT STARTU 2. OSI
Q227=+2.5
;PUNKT STARTU 3. OSI
Q218=150
;1. DŁUGOŚĆ BOKU
Q219=75
;2. DŁUGOŚĆ BOKU
Q240=25
;LICZBA PRZEJŚĆ
Q206=150
;POSUW WCIĘCIA
WGLĘBNEGO
Q207=500
;POSUW FREZOWANIA
Q209=200
;POSUW POPRZECZNIE
Q200=2
;BEZPIECZNA
WYSOKOŚĆ