HEIDENHAIN TNC 640 (34059x-04) Cycle programming Instrukcja Obsługi
Strona 249
FREZOWANIE PLANOWE (cykl 232, DIN/ISO: G232) 10.4
10
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 4/2014
249
Naddatek na wykończenie dna
Q369
(przyrostowo): wartość, z którą należy wykonać
ostatnie wcięcie. Zakres wprowadzenia 0 do
99999.9999
Maks. współczynnik nakładania się trajektorii
Q370:
maksymalne
boczne wcięcie k. TNC tak
oblicza rzeczywiste boczne wcięcie z 2-giej długości
boku (Q219) i promienia narzędzia, iż obróbka
zostaje wykonywana ze stałym bocznym wcięciem.
Jeżeli zapisano w tabeli narzędzi promień R2 (np.
promień płytek przy zastosowaniu głowicy frezowej),
TNC zmniejsza odpowiednio boczny dosuw. Zakres
wprowadzenia 0.1 do 1.9999
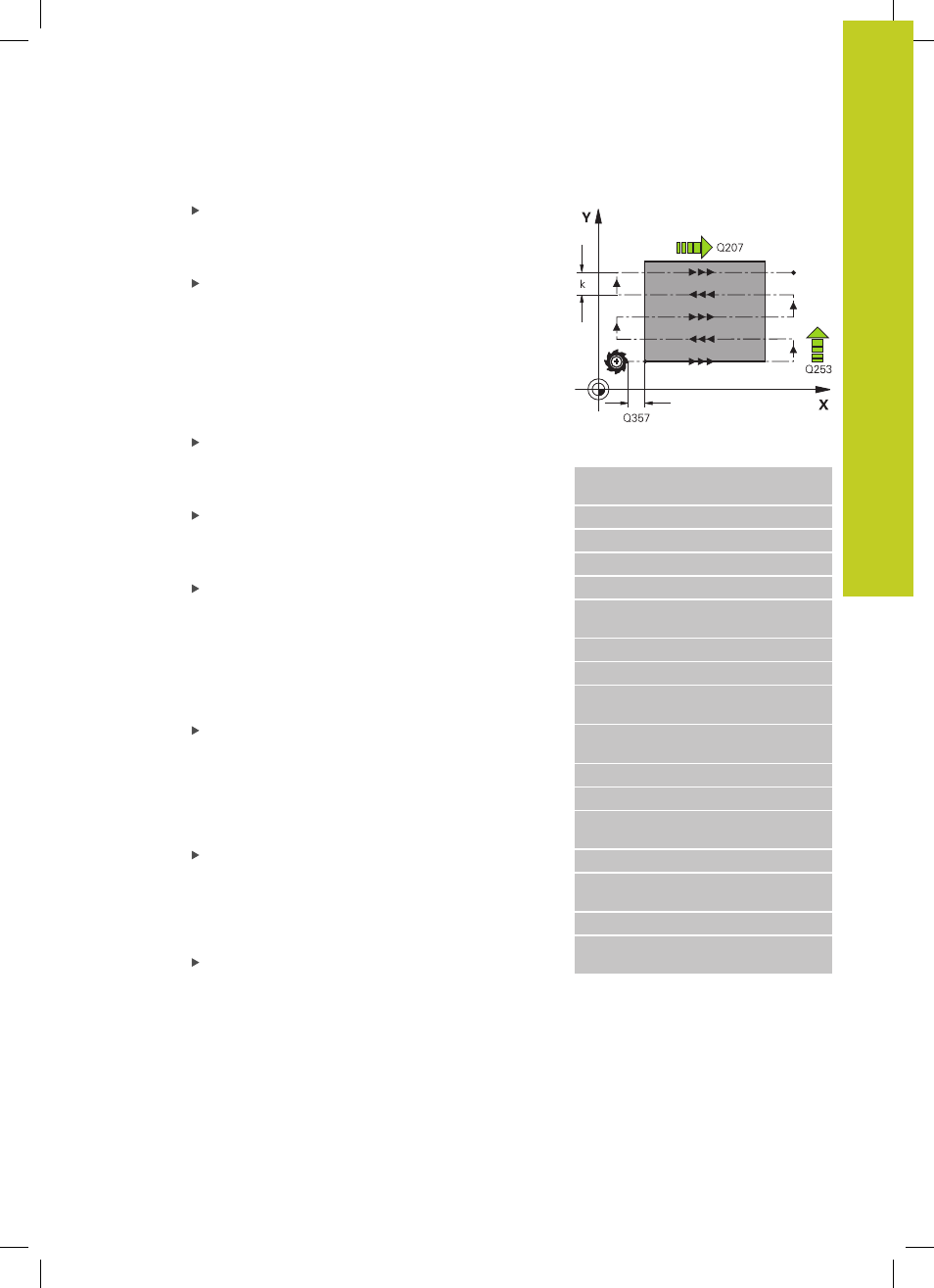
Posuw frezowania
Q207: prędkość
przemieszczania się narzędzia przy frezowaniu w
mm/min. Zakres wprowadzenia 0 do 99999,999
alternatywnie FAUTO, FU, FZ
Posuw frezowania
Q385: prędkość
przemieszczenia narzędzia przy frezowaniu
ostatniego wcięcia w mm/min. Zakres wprowadzenia
0 do 99999,9999 alternatywnie FAUTO, FU, FZ
Posuw prepozycjonowania
Q253: prędkość
przemieszczenia narzędzia przy najeździe pozycji
startu i przy przemieszczeniu do następnego
wiersza w mm/min, jeśli przemieszczamy w
materiale diagonalnie (Q389=1), to TNC wykonuje
ten dosuw poprzeczny z posuwem frezowania
Q207. Zakres wprowadzenia 0 bis 99999,9999
alternatywnie FMAX, FAUTO
Bezpieczna wysokość
Q200 (przyrostowo):
odległość pomiędzy ostrzem narzędzia i pozycją
startu w osi narzędzia. Jeżeli frezujemy przy
pomocy strategii obróbki Q389=2, to TNC najeżdża
na bezpiecznej wysokości nad aktualną głębokością
dosuwu punkt startu następnego wiersza. Zakres
wprowadzenia 0 do 99999.9999
Bezpieczny odstęp z boku
Q357 (przyrostowo):
boczny odstęp narzędzia od obrabianego
przedmiotu przy najeździe pierwszej głębokości
wcięcia i odstęp, na którym odbywa się boczne
wcięcie przy strategii obróbki Q389=0 i Q389=2.
Zakres wprowadzenia 0 do 99999.9999
2-ga bezpieczna wysokość
Q204 (przyrostowo):
współrzędna osi wrzeciona, na której nie może
dojść do kolizji pomiędzy narzędziem i obrabianym
przedmiotem (mocowadłem). Zakres wprowadzenia
0 do 99999,9999 alternatywnie PREDEF
NC-wiersze
71 CYCL DEF 232 FREZOWANIE
PLANOWE
Q389=2
;STRATEGIA
Q225=+10
;PUNKT STARTU 1. OSI
Q226=+12
;PUNKT STARTU 2. OSI
Q227=+2.5
;PUNKT STARTU 3. OSI
Q386=-3
;PUNKT KOŃCOWY 3.
OSI
Q218=150
;1. DŁUGOŚĆ BOKU
Q219=75
;2. DŁUGOŚĆ BOKU
Q202=2
;MAX. GŁĘBOKOŚĆ
WCIĘCIA
Q369=0.5
;NADDATEK
GŁĘBOKOŚCI
Q370=1
;MAX. NAKŁADANIE
Q207=500
;POSUW FREZOWANIA
Q385=800
;POSUW OBRÓBKI
WYKAŃCZAJĄCEJ
Q253=2000
;POSUW PREPOZYCJ.
Q200=2
;BEZPIECZNA
WYSOKOŚĆ
Q357=2
;BEZP.ODSTĘP Z BOKU
Q204=2
;2. BEZPIECZNA
WYSOKOŚĆ