HEIDENHAIN TNC 640 (34059x-04) Cycle programming Instrukcja Obsługi
Strona 206
Cykle obróbkowe: kieszeń konturu
7.11 Przykłady programowania
7
206
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 4/2014
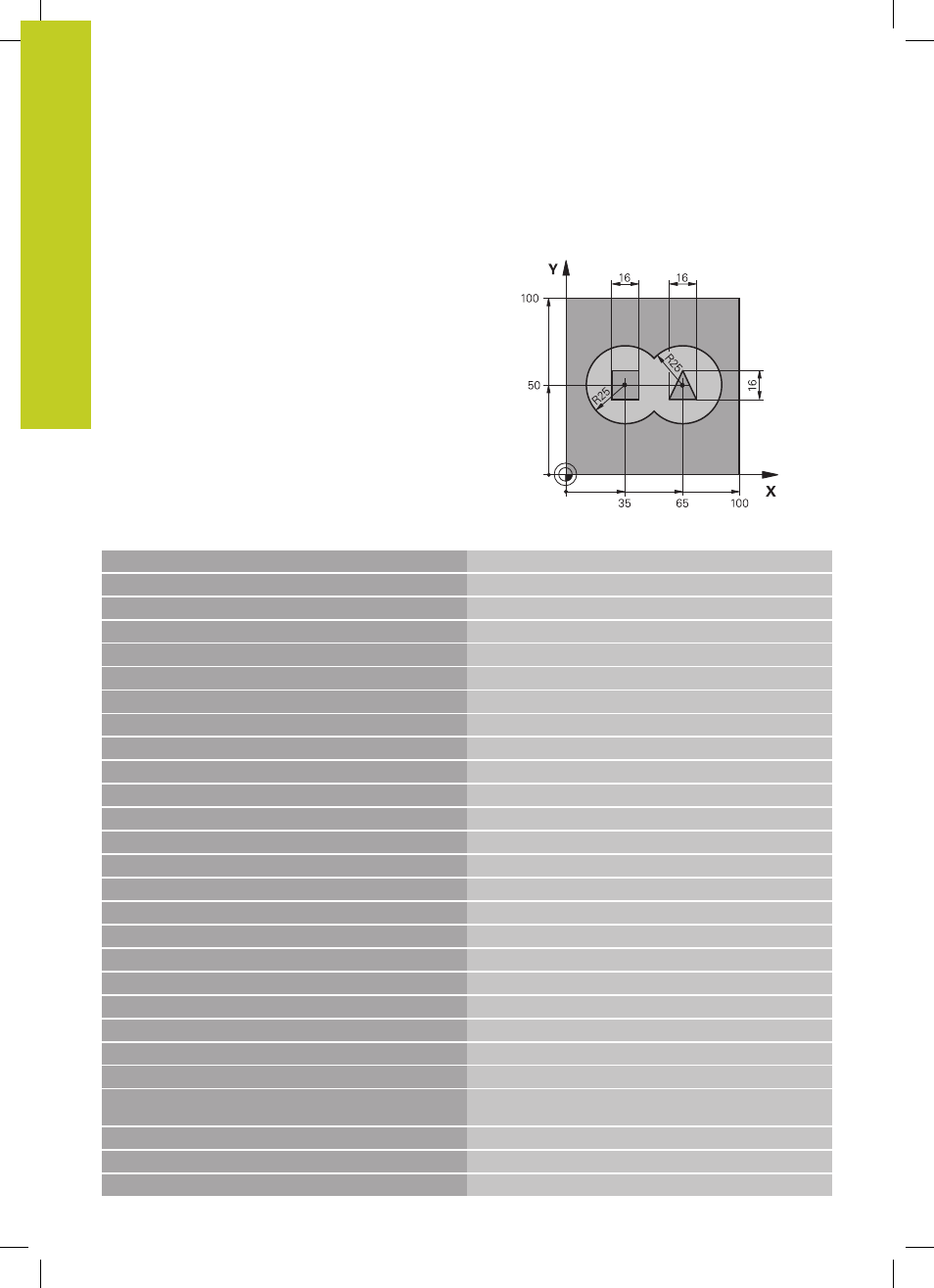
Przykład: nakładające się na siebie kontury wiercić i
obrabiać wstępnie, obrabiać na gotowo
0 BEGIN PGM C21 MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-40
Definicja półwyrobu
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 1 Z S2500
Wywołanie narzędzia wiertło, średnica 12
4 L Z+250 R0 FMAX
Wyjście narzędzia z materiału
5 CYCL DEF 14.0 KONTUR
określenie podprogramów konturu
6 CYCL DEF 14.1 LABEL KONTURU 1 /2 /3 /4
7 CYCL DEF 20 DANE KONTURU
Określić ogólne parametry obróbki
Q1=-20
;GŁĘBOKOŚĆ FREZOWANIA
Q2=1
;NAKŁADANIE TORÓW
Q3=+0.5
;NADDATEK Z BOKU
Q4=+0.5
;NADDATEK NA GŁĘBOKOŚĆ
Q5=+0
;WSPŁ. POWIERZCHNI
Q6=2
;BEZPIECZNY ODSTĘP
Q7=+100
;BEZPIECZNA WYSOKOŚĆ
Q8=0.1
;PROMIEŃ ZAOKRĄGLENIA
Q9=-1
;KIERUNEK OBROTU
8 CYCL DEF 21 NAWIERCANIE
Definicja cyklu wiercenie wstępne
Q10=5
;GŁĘBOKOŚĆ WCIĘCIA
Q11=250
;POSUW WCIĘCIA WGŁ.
Q13=2
;PRZECIĄGACZ
9 CYCL CALL M3
Wywołanie cyklu wiercenie wstępne
10 L +250 R0 FMAX M6
Zmiana narzędzia
11 TOOL CALL 2 Z S3000
Wywołanie narzędzia obróbka zgrubna/wykańczająca,
średnica 12
12 CYCL DEF 22 ROZWIERCANIE
Definicja cyklu rozwiercanie
Q10=5
;GŁĘBOKOŚĆ WCIĘCIA
Q11=100
;POSUW WCIĘCIA WGŁ.