7 czop okragły (cykl 257, din/iso: g257), Przebieg cyklu, Czop okragły (cykl 257, din/iso: g257) – HEIDENHAIN TNC 640 (34059x-04) Cycle programming Instrukcja Obsługi
Strona 162
Cykle obróbkowe: frezowanie kieszeni / frezowanie czopów / frezowanie
rowków
5.7
CZOP OKRAGŁY (cykl 257, DIN/ISO: G257)
5
162
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 4/2014
5.7
CZOP OKRAGŁY (cykl 257, DIN/ISO:
G257)
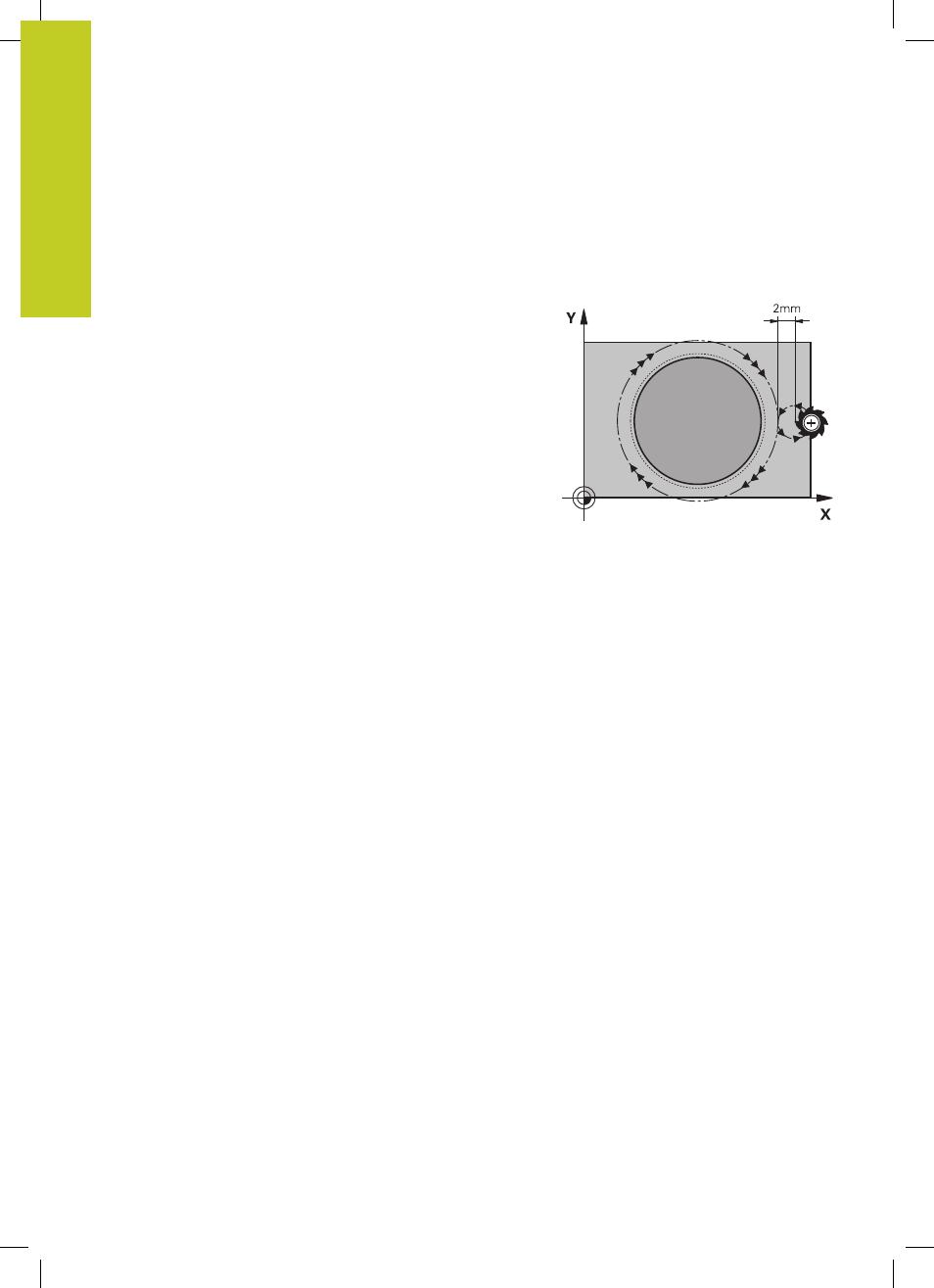
Przebieg cyklu
Przy pomocy cyklu czopu okrągłego 257 można dokonywać
pełnej obróbki czopu. Jeśli średnica półwyrobu jest większa
niż maksymalny możliwy boczny dosuw, to TNC przeprowadza
kilka bocznych wcięć aż do osiągnięcia przewidzianego wymiaru
końcowego.
1 Narzędzie przemieszcza się z pozycji startu cyklu (środek
czopu) do pozycji startu obróbki czopu. Pozycję startu
określamy poprzez kąt biegunowy w odniesieniu do środka
czopu z parametrem Q376
2 Jeśli narzędzie znajduje się na 2-giej Bezpiecznej wysokości, to
TNC przemieszcza się na biegu szybkim FMAX na bezpieczny
odstęp i stąd z posuwem wcięcia na głębokość na pierwszą
głębokość wcięcia
3 Następnie narzędzie przemieszcza się ruchem spiralnym
tangencjalnie do konturu czopu i frezuje po obwodzie.
4 Jeśli średnica wymiaru gotowego nie może być osiągnięta
jednym przejściem po obwodzie, to TNC wcina narzędziem
spiralnie tak długo, aż zostanie osiągnięta średnica gotowego
wyrobu. TNC uwzględnia przy tym średnicę półwyrobu, średnicę
wymiaru gotowego i dozwolone boczne wcięcie
5 TNC odsuwa narzędzie po spiralnym torze od konturu
6 Jeśli koniecznych jest kilka wcięć w materiał, to nowe wcięcie na
głębokość następuje od punktu najbliżej leżącego do odsunięcia
7 Ta operacja powtarza się, aż zostanie osiągnięta głębokość
czopu
8 TNC pozycjonuje narzędzie na końcu cyklu - po spiralnym
odjeździe - na osi narzędzia na zdefiniowaną w cyklu 2.
bezpieczną wysokość