Parametry cyklu – HEIDENHAIN TNC 640 (34059x-04) Cycle programming Instrukcja Obsługi
Strona 370
Cykle: toczenie
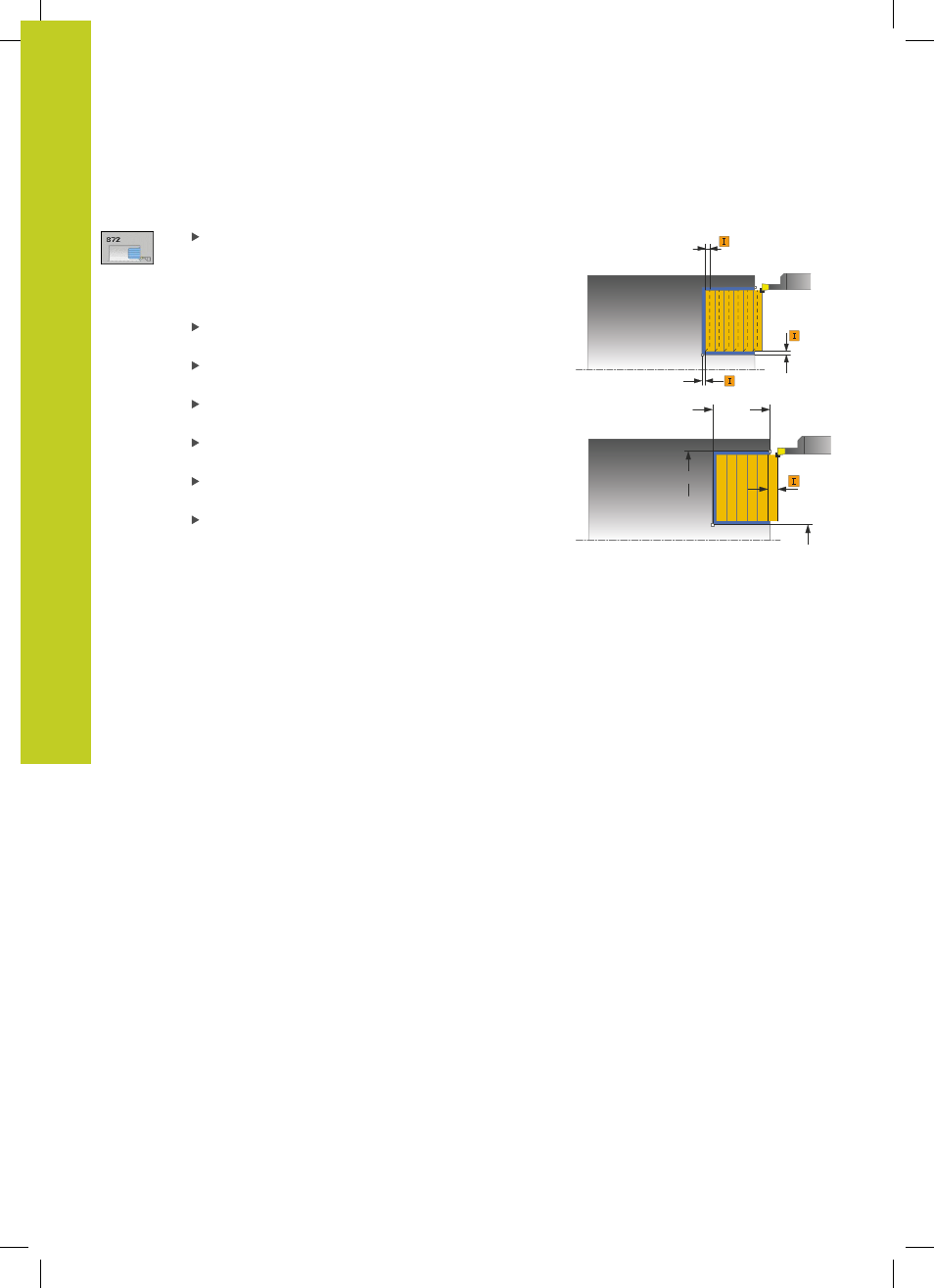
13.20 TOCZENIE POPRZECZNE ROZSZERZONE OSIOWO
(cykl 852, DIN/ISO: G852)
13
370
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 4/2014
Parametry cyklu
Zakres obróbki
Q215: określić zakres obróbki:
0
: obróbka zgrubna i wykańczająca
1
: tylko obróbka zgrubna
2
: tylko obróbka wykańczająca na gotowy wymiar
3
: tylko obróbka wykańczająca na naddatek
Bezpieczna wysokość
Q460: zarezerwowana, na
razie bez funkcji
Srednica start konturu
Q491: X-współrzędna
punktu startu konturu (średnica)
Start konturu-Z
Q492: Z-współrzędna punktu startu
konturu
Srednica koniec konturu
Q493: X-współrzędna
punktu końcowego konturu (średnica)
Koniec konturu Z
Q494: Z-współrzędna punktu
końcowego konturu
Kąt boku zarysu
Q495: kąt pomiędzy bokiem
zarysu w punkcie startu konturu i równoległą do osi
obrotu
Ø Q483
Q484
Q460
Ø Q491
Q492
Ø Q493
Q494
Q463