Przebieg cyklu – HEIDENHAIN TNC 640 (34059x-04) Cycle programming Instrukcja Obsługi
Strona 437
Ukośne położenie przedmiotu wyrównywać poprzez oś C (cykl 405,
DIN/ISO: G405)
15.7
15
TNC 640 | Podręcznik obsługi dlaużytkownika programowanie cykli | 4/2014
437
15.7
Ukośne położenie przedmiotu
wyrównywać poprzez oś C (cykl 405,
DIN/ISO: G405)
Przebieg cyklu
Przy pomocy cyklu sondy pomiarowej 405 ustalamy
przesunięcie kąta pomiędzy dodatnią osią Y aktywnego układu
współrzędnych i linią środkową odwiertu lub
przesunięcie kąta pomiędzy pozycją zadaną i pozycją
rzeczywistą punktu środkowego odwiertu
Ustalone przesunięcie kąta TNC kompensuje poprzez obrót osi
C. Obrabiany przedmiot może być dowolnie zamocowany na
stole obrotowym, współrzędna Y odwiertu musi być jednakże
dodatnią. Jeśli mierzymy przesunięcie kąta odwiertu przy pomocy
osi sondy pomiarowej Y (poziome położenie odwiertu), to możliwe
iż zaistnieje konieczność wielokrotnego wykonania cyklu, ponieważ
przy takiej metodzie pomiaru powstaje niedokładność wynosząca
ok.1% ukośnego położenia.
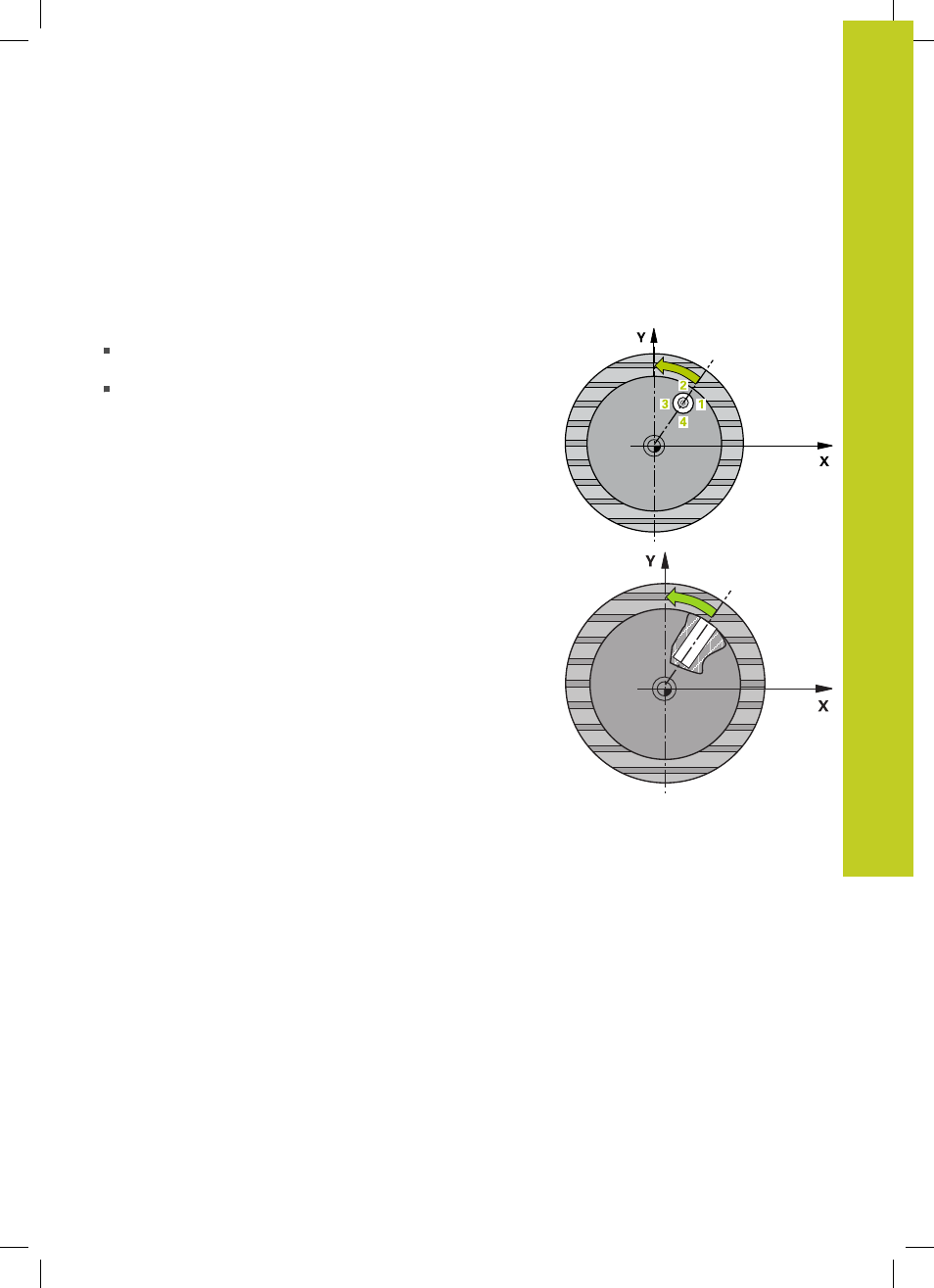
1 TNC pozycjonuje sondę z posuwem szybkim (wartość
z kolumny FMAX) oraz z logiką pozycjonowania (patrz
"Odpracowywanie cykli układu pomiarowego", strona 418)
do punktu próbkowania
1
. TNC oblicza punkty próbkowania
z danych w cyklu i bezpiecznej odległości z kolumny SET_UP
tabeli układu pomiarowego
2 Następnie sonda pomiarowa przemieszcza się na wprowadzoną
wysokość pomiaru i przeprowadza pierwszą operację
próbkowania z posuwem próbkowania (kolumna F). TNC
określa kierunek próbkowania automatycznie w zależności od
zaprogramowanego kąta startu
3 Następnie sonda pomiarowa przemieszcza się kołowo, albo
na wysokość pomiaru albo na bezpieczną wysokość, do
następnego punktu próbkowania
2
i przeprowadza tam drugą
operację próbkowania
4 TNC pozycjonuje sondę na punkt próbkowania
3
a następnie
na punkt próbkowania
4
i przeprowadza tam trzecią i czwartą
operację próbkowania oraz pozycjonuje sondę na ustalony
środek odwiertu
5 Na koniec TNC pozycjonuje sondę pomiarową z powrotem
na bezpieczną wysokość i ustawia obrabiany przedmiot
poprzez obrót stołu. TNC obraca przy tym tak stół okrągły,
iż punkt środkowy odwiertu po kompensacji – zarówno przy
pionowej jak i przy poziomej osi sondy pomiarowej – leży
w kierunku dodatniej osi Y lub na pozycji zadanej punktu
środkowego odwiertu. Zmierzone przesunięcie kąta znajduje się
do dyspozycji dodatkowo w parametrze Q150