2 programy otwierać i zapisywać, Struktura programu nc din/iso-format, Programy otwierać i zapisywać – HEIDENHAIN TNC 620 (81760x-02) ISO programming Instrukcja Obsługi
Strona 97: Patrz "programy otwierać i, Programy otwierać i zapisywać 3.2
Programy otwierać i zapisywać
3.2
3
TNC 620 | Instrukcja obsługi dla operatora Programowanie DIN/ISO | 5/2015
97
3.2
Programy otwierać i zapisywać
Struktura programu NC DIN/ISO-format
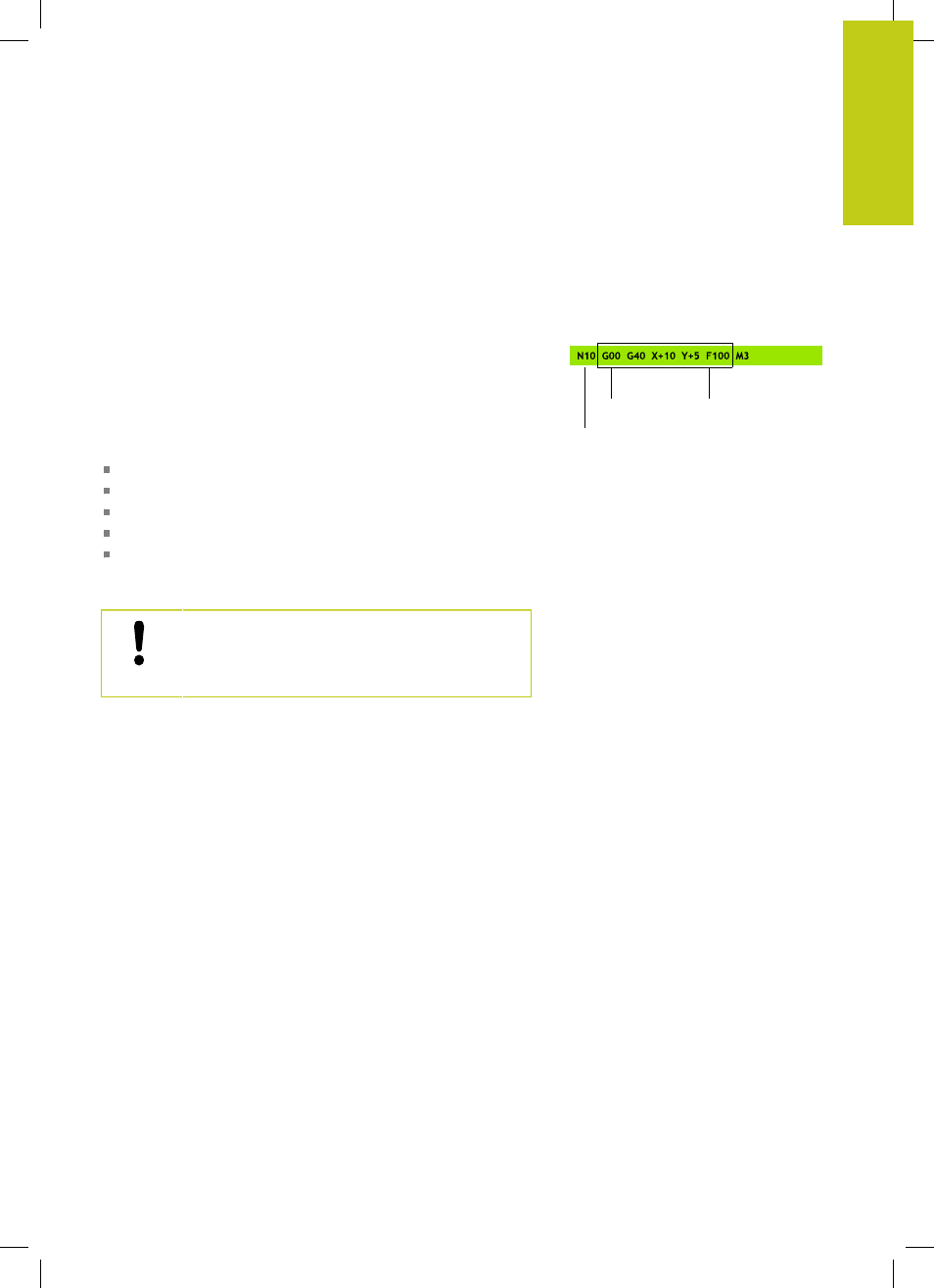
Program obróbki składa się z wielu wierszy programowych.
Ilustracja po prawej stronie pokazuje elementy pojedyńczego
wiersza.
TNC numeruje wiersze programu obróbki automatycznie, w
zależności od parametru maszynowego
blockIncrement
(105409).
Parametr maszynowy
blockIncrement
(105409) definiuje
inkrementację numerów wierszy.
Pierwszy wiersz programu oznaczony jest z %, nazwą programu
oraz obowiązującą jednostką miary.
Następujące po nim wiersze zawierają informacje o:
obrabianym przedmiocie
Wywołania narzędzi
Najazd na bezpieczną pozycję
posuwy i prędkości obrotowe
Ruchy kształtowe, cykle i dalsze funkcje
Ostatni wiersz programu oznaczony jest przy pomocy N99999999,
nazwy programu i obowiązującej jednostki miary.
Firma HEIDENHAIN zaleca, zasadniczo wykonywać
najazd na bezpieczną pozycję po wywołaniu
narzędzia, z której to TNC może pozycjonować
bezkolizyjnie dla obróbki!
Block number
Path function
Words
Block