Zastosowanie – HEIDENHAIN TNC 620 (81760x-02) ISO programming Instrukcja Obsługi
Strona 420
Programowanie: obróbka wieloosiowa
12.5 Peripheral Milling: 3D-korekcja promienia z TCPM oraz korekcją
promienia (G41/G42)
12
420
TNC 620 | Instrukcja obsługi dla operatora Programowanie DIN/ISO | 5/2015
12.5
Peripheral Milling: 3D-korekcja
promienia z TCPM oraz korekcją
promienia (G41/G42)
Zastosowanie
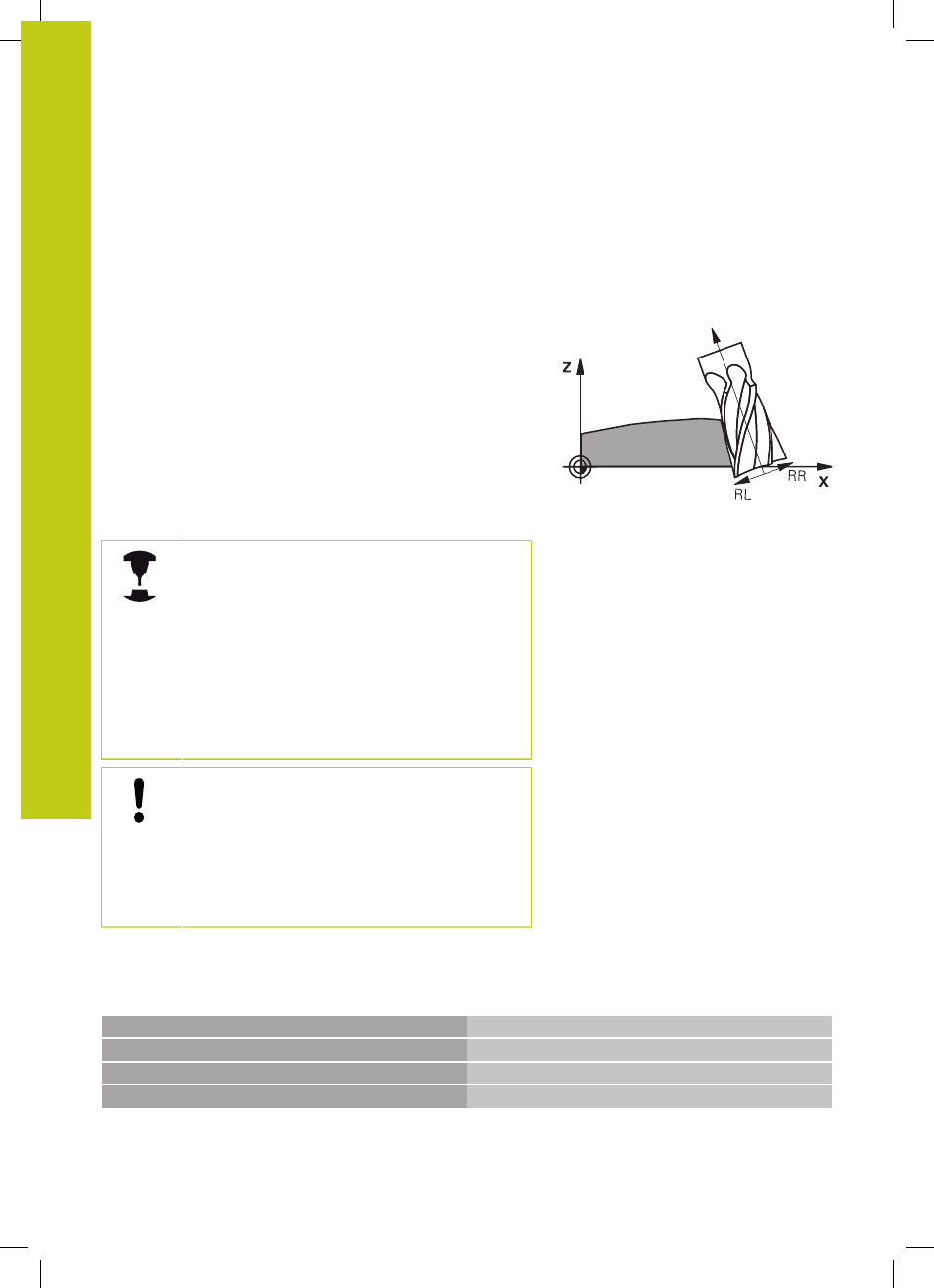
Przy Peripheral Milling TNC przesuwa narzędzie prostopadle do
kierunku ruchu i prostopadle do kierunku narzędzia o wartość
równą sumie wartości delta DR (tabela narzędzi i T-wiersz).
Kierunek korekcji określa się przy pomocy korekcji promienia G41/
G42
(patrz rysunek po prawej stronie u góry, kierunek ruchu Y+).
Aby TNC mogło osiągnąć zadaną orientację narzędzia, należy
aktywować funkcję M128 patrz "Zachować pozycję ostrza
narzędzia przy pozycjonowaniu osi wahań (TCPM): M128 (opcja
#9)", strona 415 a następnie aktywować korekcję promienia
narzędzia. TNC pozycjonuje następnie osie obrotu maszyny
automatycznie w taki sposób, że narzędzie osiąga zadane przez
współrzędne osi obrotu ustawienie narzędzia z aktywną korekcją.
Funkcja ta jest możliwa tylko na maszynach, na
których dla konfiguracji osi nachylenia można
zdefiniować kąty przestrzenne. Proszę zwrócić
uwagę na instrukcję obsługi maszyny.
TNC nie może na wszystkich maszynach
pozycjonować automatycznie osie obrotu.
Należy zapoznać się z instrukcją obsługi maszyny!
Proszę uwzględnić, iż TNC wykonuje korekcję o
zdefiniowane
wartości delta
. Zdefiniowany w tabeli
narzędzi promień narzędzia R nie ma wpływu na
korekcję.
Uwaga niebezpieczeństwo kolizji!
W przypadku maszyn, których osie obrotu pozwalają
tylko na ograniczony odcinek przemieszczenia,
mogą przy automatycznym pozycjonowaniu
wystąpić przesunięcia, wymagające na przykład
obrotu stołu obrotowego o 180°. Proszę uważać
na niebezpieczeństwo kolizji głowicy z obrabianym
przedmiotem lub mocowadłami.
Orientację wrzecioa można zdefiniować w wierszu G01 w opisany
poniżej sposób.
Przykład: definicja orientacji wrzeciona z M128 i współrzędne
osi obrotu
N10 G00 G90 X-20 Y+0 Z+0 B+0 C+0 *
Pozycjonowanie wstępne
N20 M128 *
M128 aktywować
N30 G01 G42 X+0 Y+0 Z+0 B+0 C+0 F1000 *
Korekcję promienia aktywować
N40 X+50 Y+0 Z+0 B-30 C+0 *
Ustawić oś obrotu (orientacja narzędzia)