System odniesienia na frezarkach, Oznaczenie osi na frezarkach, Podstawy 3.1 – HEIDENHAIN TNC 620 (81760x-02) ISO programming Instrukcja Obsługi
Strona 93
Podstawy
3.1
3
TNC 620 | Instrukcja obsługi dla operatora Programowanie DIN/ISO | 5/2015
93
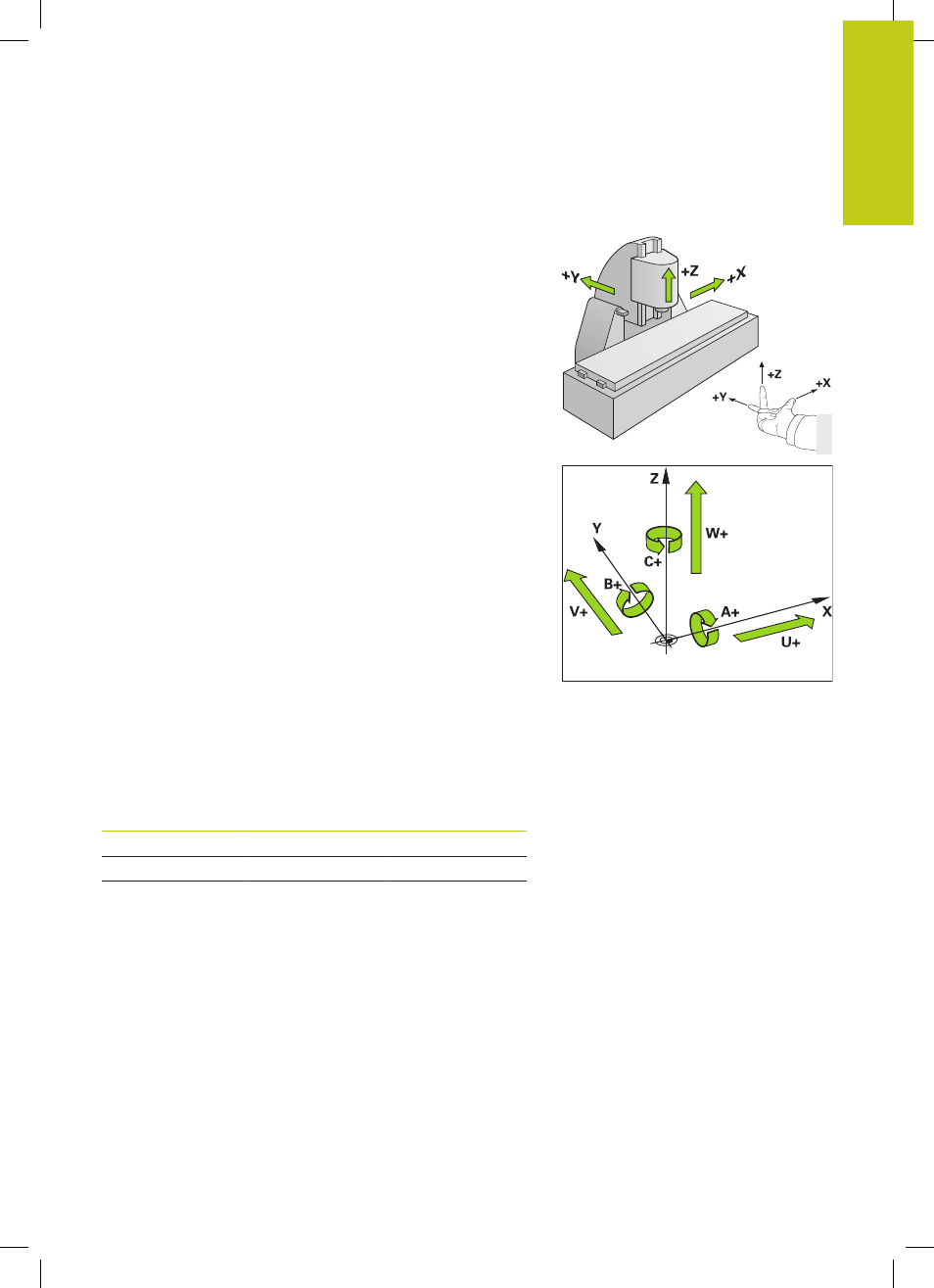
System odniesienia na frezarkach
Przy obróbce przedmiotu na frezarce operator posługuje się,
generalnie rzecz biorąc, prostokątnym układem współrzędnych.
Ilustracja po prawej stronie pokazuje, w jaki sposób
przyporządkowany jest prostokątny układ współrzędnych do osi
maszyny. Reguła trzech palców prawej ręki służy jako pomoc
pamięciowa: Jeśli palec środkowy pokazuje w kierunku osi narzędzi
od przedmiotu do narzędzia, to wskazuje on kierunek Z+, kciuk
wskazuje kierunek X+ a palec wskazujący kierunek Y+.
Urządzenie TNC 620 może opcjonalnie sterować do 5 osiami
włącznie. Oprócz osi głównych X, Y i Z istnieją równolegle
przebiegające osie pomocnicze U, V i W. Osie obrotu zostają
oznaczane poprzez A, B i C. Rysunek po prawej stronie u dołu
przedstawia przyporządkowanie osi pomocniczych oraz osi obrotu
w stosunku do osi głównych.
Oznaczenie osi na frezarkach
Osie X, Y i Z na frezarce zostają oznaczane także jako oś
narzędzia, oś główna (1-sza oś) i oś pomocnicza (2-ga oś).
Położenie osi narzędzia jest decydujące dla przyporządkowania osi
głównej i osi pomocniczej.
Oś narzędzia
Oś główna
Oś pomocnicza
X
Y
Z
Y
Z
X
Z
X
Y