Sposób pracy, Wskazówki dotyczące programowania – HEIDENHAIN TNC 620 (81760x-02) ISO programming Instrukcja Obsługi
Strona 274
Programowanie: podprogramy i powtórzenia części programów
8.4
Dowolny program jako podprogram
8
274
TNC 620 | Instrukcja obsługi dla operatora Programowanie DIN/ISO | 5/2015
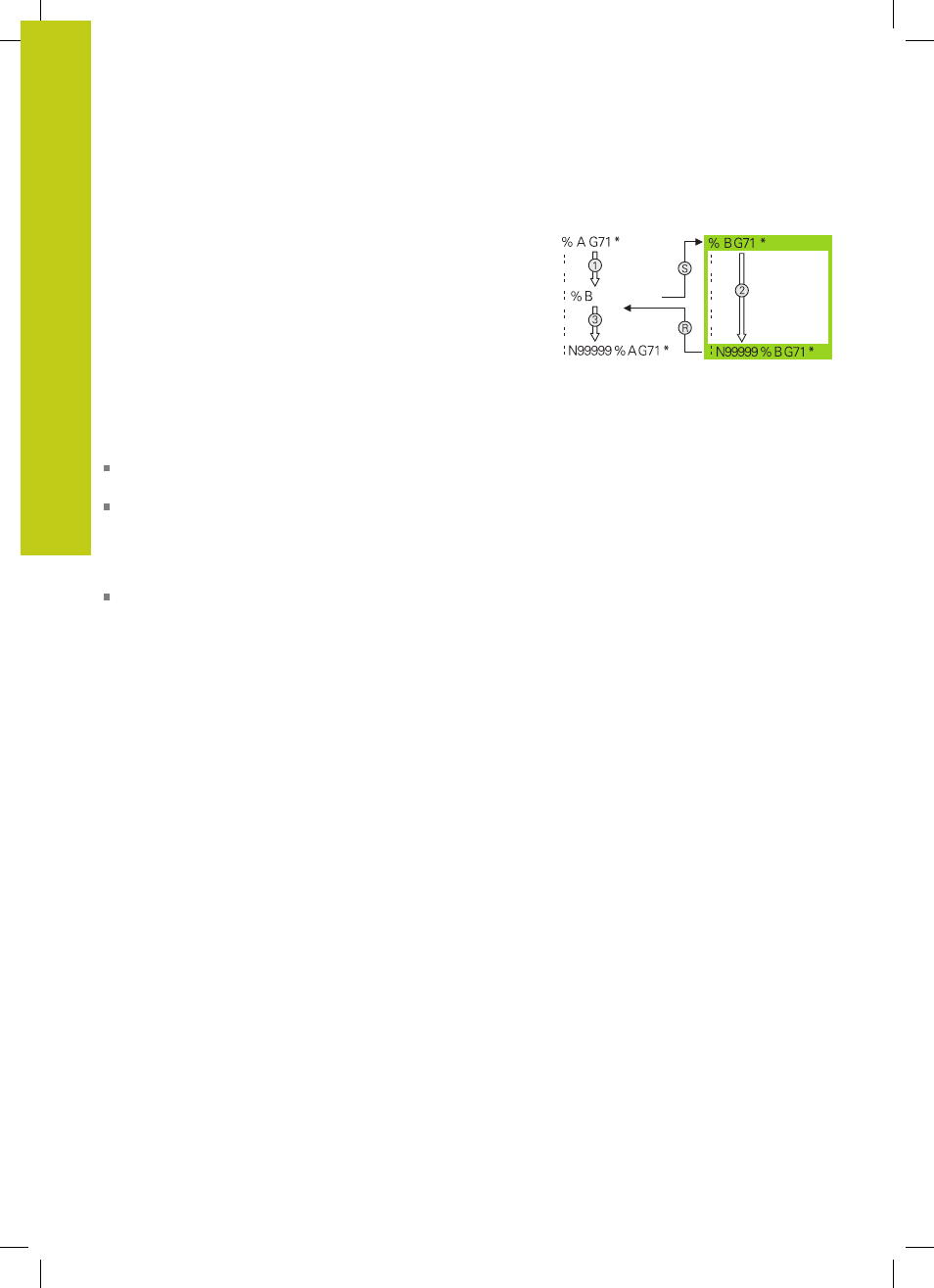
Sposób pracy
1 TNC wykonuje program obróbki, do momentu kiedy zostanie
wywołany inny program przy pomocy % .
2 Następnie TNC wykonuje wywołany program obróbki aż do jego
końca
3 Dalej TNC odpracowuje ponownie wywołujący program obróbki,
poczynając od tego wiersza, który następuje po wywołaniu
programu
Wskazówki dotyczące programowania
Aby wywołać dowolny program obróbki, TNC nie korzysta z
etykiet
Wywołany program nie może zawierać funkcji dodatkowej
M2
lub M30 . Jeśli w wywoływanym programie zdefiniowano
podprogramy z etykietami, to można użyć wówczas M2 lub M30
z funkcją skoku D09 P01 +0 P02 +0 P03 99 , aby koniecznie
przeskoczyć tę część programu
Wywoływany programu obróbki nie może zawierać wywołania %
do wywołującego programu obróbki (pętla ciągła)