Wprowadzenie – HEIDENHAIN TNC 620 (81760x-02) ISO programming Instrukcja Obsługi
Strona 473
Kompensowanie ukośnego położenia przedmiotu z układem
pomiarowym 3D (opcja #17)
14.9
14
TNC 620 | Instrukcja obsługi dla operatora Programowanie DIN/ISO | 5/2015
473
14.9
Kompensowanie ukośnego położenia
przedmiotu z układem pomiarowym
3D (opcja #17)
Wprowadzenie
Firma HEIDENHAIN przejmuje tylko gwarancję dla
funkcji cykli próbkowania, jeśli zostały zastosowane
układy pomiarowe firmy HEIDENHAIN.
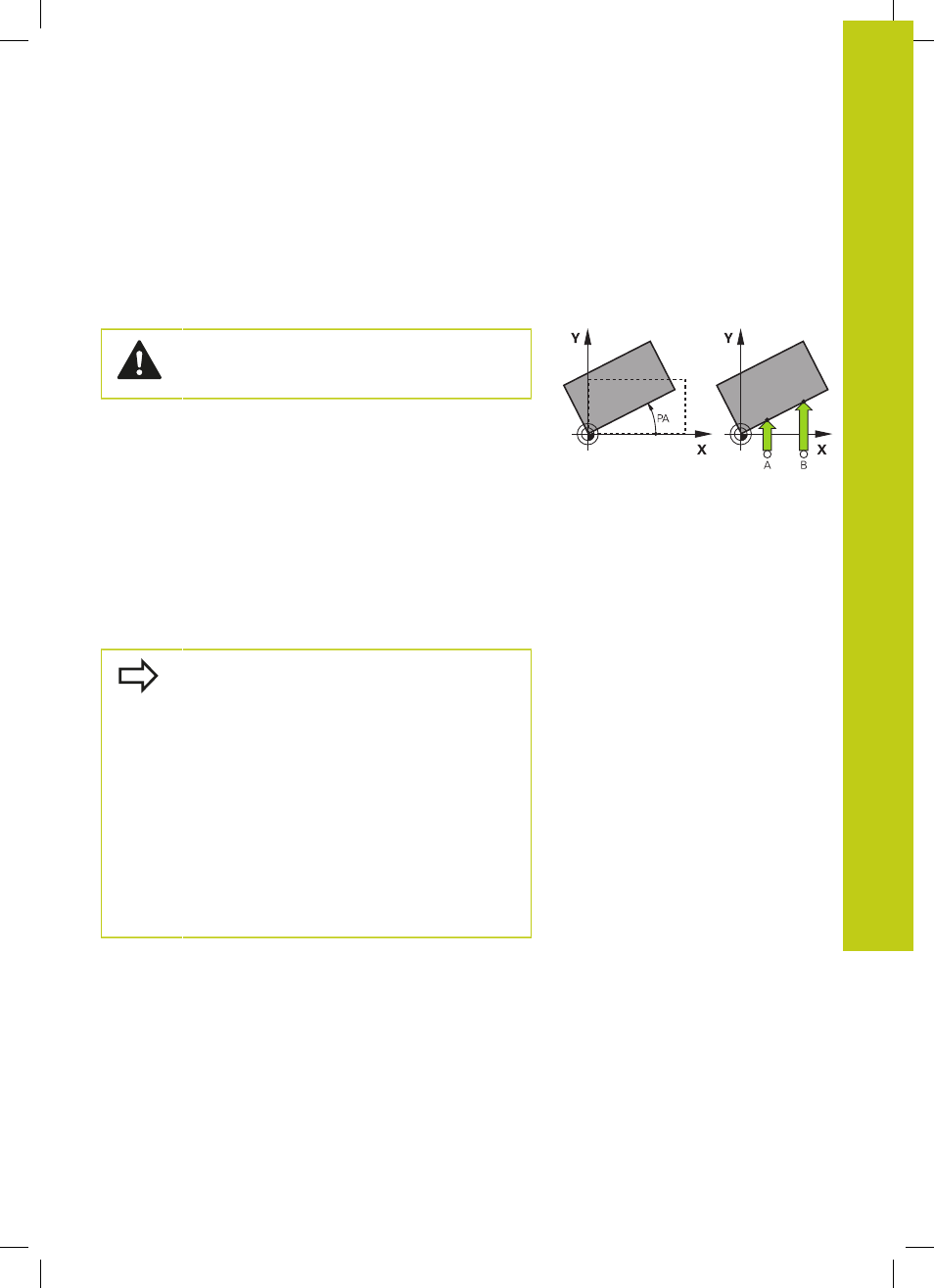
Ukośne zamocowanie obrabianego przedmiotu TNC kompensuje
obliczeniowo poprzez „obrót od podstawy”.
W tym celu TNC ustawia kąt obrotu na ten kąt, który ma utworzyć
powierzchnia przedmiotu z osią bazową kąta płaszczyzny obróbki.
Patrz ilustracja po prawej stronie.
TNC interpretuje zmierzony kąt jako rotację wokół kierunku
narzędzia w układzie współrzędnych przedmiotu i zachowuje te
wartości w kolumnach SPA, SPB i SPC tabeli preset.
Dla określenia obrotu od podstawy wypróbkować dwa punkty na
bocznej stronie przedmiotu. Kolejność próbkowania tych punktów
wpływa na obliczany kąt. Określony kąt wskazuje od pierwszego do
drugiego punktu próbkowania. Można określać obrót od podstawy
także poprzez odwierty lub czopy.
Kierunek próbkowania dla pomiaru ukośnego
położenia przedmiotu wybierać zawsze prostopadle
do osi bazowej kąta.
Aby obrót podstawy został właściwie przeliczony
w przebiegu programu, należy zaprogramować
w pierwszym wierszu przemieszczenia obydwie
współrzędne płaszczyzny obróbki.
Można używać także obrotu podstawy w kombinacji
z funkcją PLANE, należy jednakże w tym przypadku
najpierw aktywować obrót podstawy a następnie
funkcję PLANE.
Można aktywować obrót od podstawy także bez
próbkowania przedmiotu. Zapisać w tym celu wartość
w menu obrotu podstawowego oraz nacisnąć softkey
WYZNACZENIE OBROTU PODSTAWOWEG
.