Przykład: helix – HEIDENHAIN TNC 620 (81760x-02) ISO programming Instrukcja Obsługi
Strona 233
Ruchy na torze kształtowym – współrzędne biegunowe
6.5
6
TNC 620 | Instrukcja obsługi dla operatora Programowanie DIN/ISO | 5/2015
233
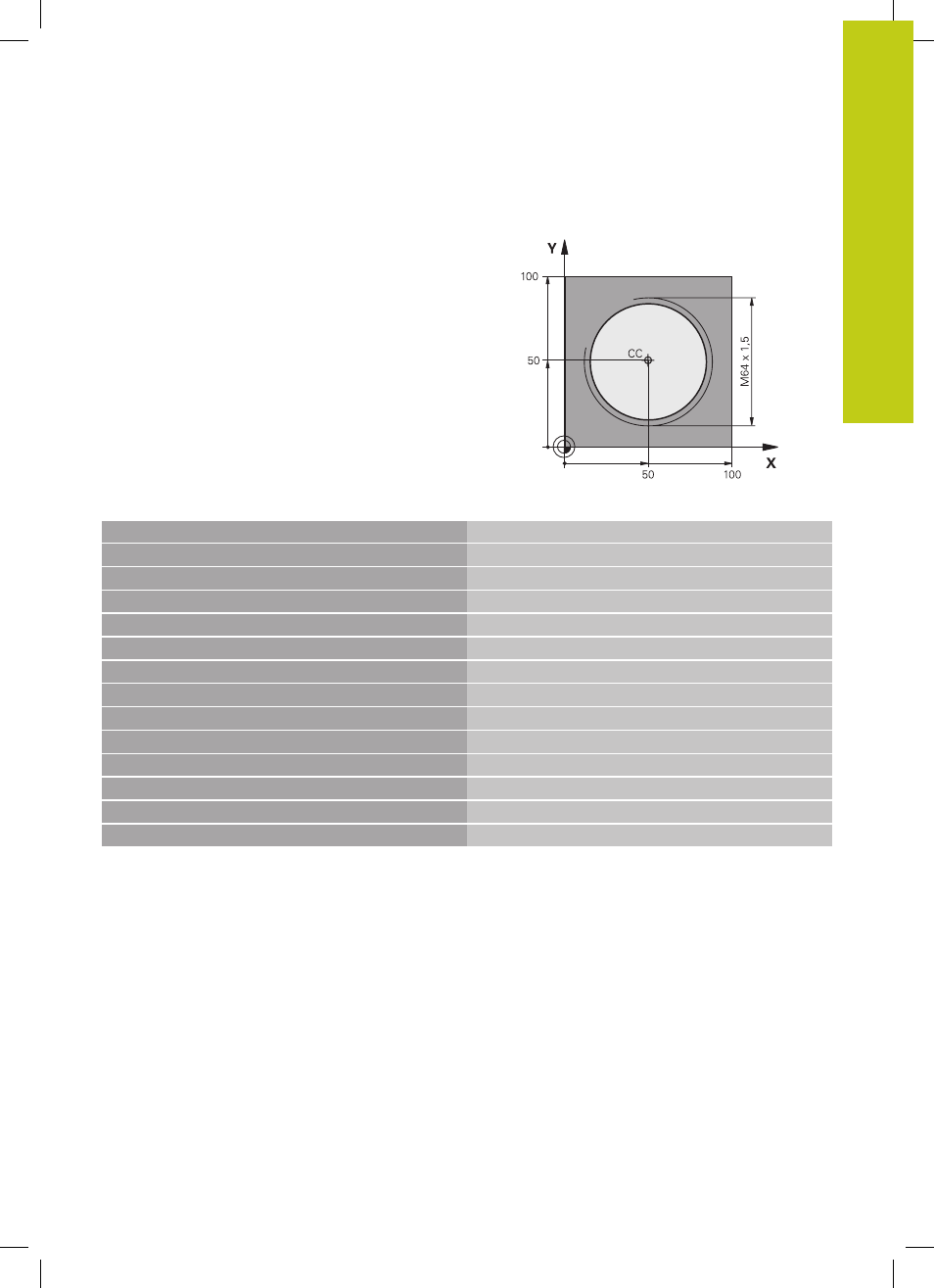
Przykład: Helix
%HELIX G71 *
N10 G30 G17 X+0 Y+0 Z-20 *
Definicja półwyrobu
N20 G31 G90 X+100 Y+100 Z+0 *
N30 T1 G17 S1400 *
Wywołanie narzędzia
N40 G00 G40 G90 Z+250 *
Wyjście narzędzia z materiału
N50 X+50 Y+50 *
Pozycjonować wstępnie narzędzie
N60 G29 *
Ostatnio programowaną pozycję przejąć jako biegun
N70 G01 Z-12.75 F1000 M3 *
Przemieścić narzędzie na głębokość obróbki
N80 G11 G41 R+32 H+180 F250 *
Najazd pierwszego punktu konturu
N90 G26 R2 *
Przejście
N100 G13 G91 H+3240 Z+13,5 F200 *
Przemieszczenie wzdłuż Helix (linii śrubowej)
N110 G27 R2 F500 *
Tangencjalny odjazd
N120 G01 G40 G90 X+50 Y+50 F1000 *
Przemieścić narzędzie poza materiałem, koniec programu
N130 G00 Z+250 M2 *