HEIDENHAIN TNC 620 (81760x-02) ISO programming Instrukcja Obsługi
Strona 434
Obsługa ręczna i nastawienie
14.2 Przemieszczenie osi maszyny
14
434
TNC 620 | Instrukcja obsługi dla operatora Programowanie DIN/ISO | 5/2015
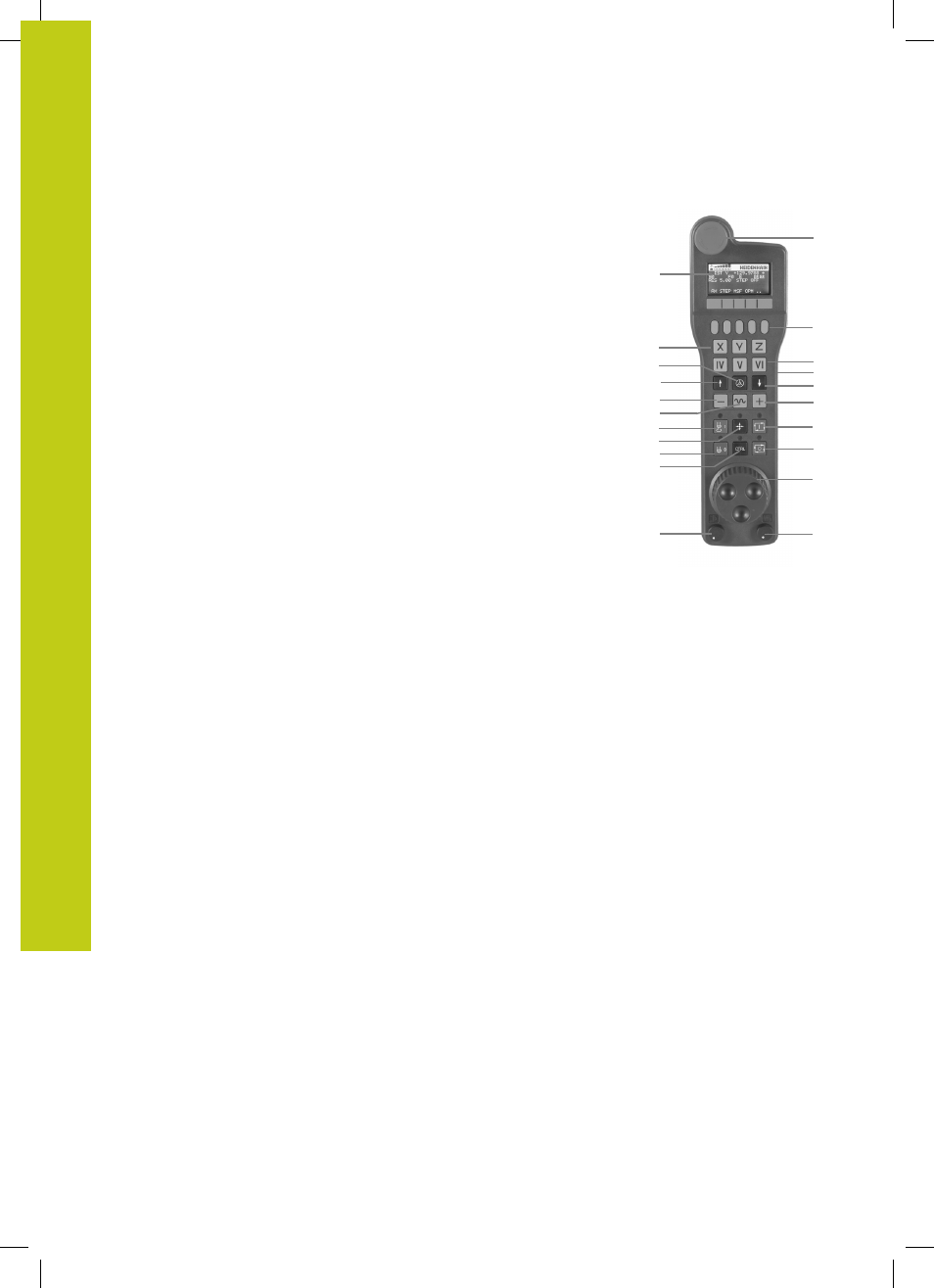
1 Klawisz NOT-AUS
2 Monitor kółka dla wyświetlenia statusu i wyboru funkcji, dalsze
informacje: ""
3 Softkeys
4 Klawisze wyboru osi, mogą być zamieniane przez producenta
maszyn odpowiednio do konfiguracji osi
5 Klawisz zezwolenia
6 Klawisze ze strzałką dla zdefiniowania czułości kółka
7 Klawisz aktywowania kółka
8 Klawisz kierunku, w którym TNC przemieszcza wybraną oś
9 Dołączenie biegu szybkiego dla klawisza kierunkowego
10 Włączenie wrzeciona (funkcja zależna od maszyny, klawisz
zamienialny przez producenta maszyn)
11 Klawisz "Generowanie wiersza NC" (funkcja zależna od
maszyny, klawisz zamienialny przez producenta maszyn)
12 Wyłączenie wrzeciona (funkcja zależna od maszyny, klawisz
zamienialny przez producenta maszyn)
13 Klawisz CTRL dla funkcji specjalnych (funkcja zależna od
maszyny, klawisz zamienialny przez producenta maszyn)
14 NC-start (funkcja zależna od maszyny, klawisz zamienialny
przez producenta maszyn)
15 NC-stop (funkcja zależna od maszyny, klawisz zamienialny
przez producenta maszyn)
16 Kółko ręczne
17 Potencjometr prędkości obrotowej wrzeciona
18 Potencjometr posuwu
19 Podłączenie kablowe, zbędne w przypadku kółka z sygnałem
radiowym HR 550 FS
2
8
7
8
9
6
3
1
18
11
17
12
10
4
5
6
4
14
15
16
13