Programowanie prostego konturu, 3 programowanie pierwszego przedmiotu – HEIDENHAIN TNC 620 (340 56x-03) Instrukcja Obsługi
Strona 42
42
Pierwsze kroki z TNC 620
1.3 Programowanie pierwszego przedmiotu
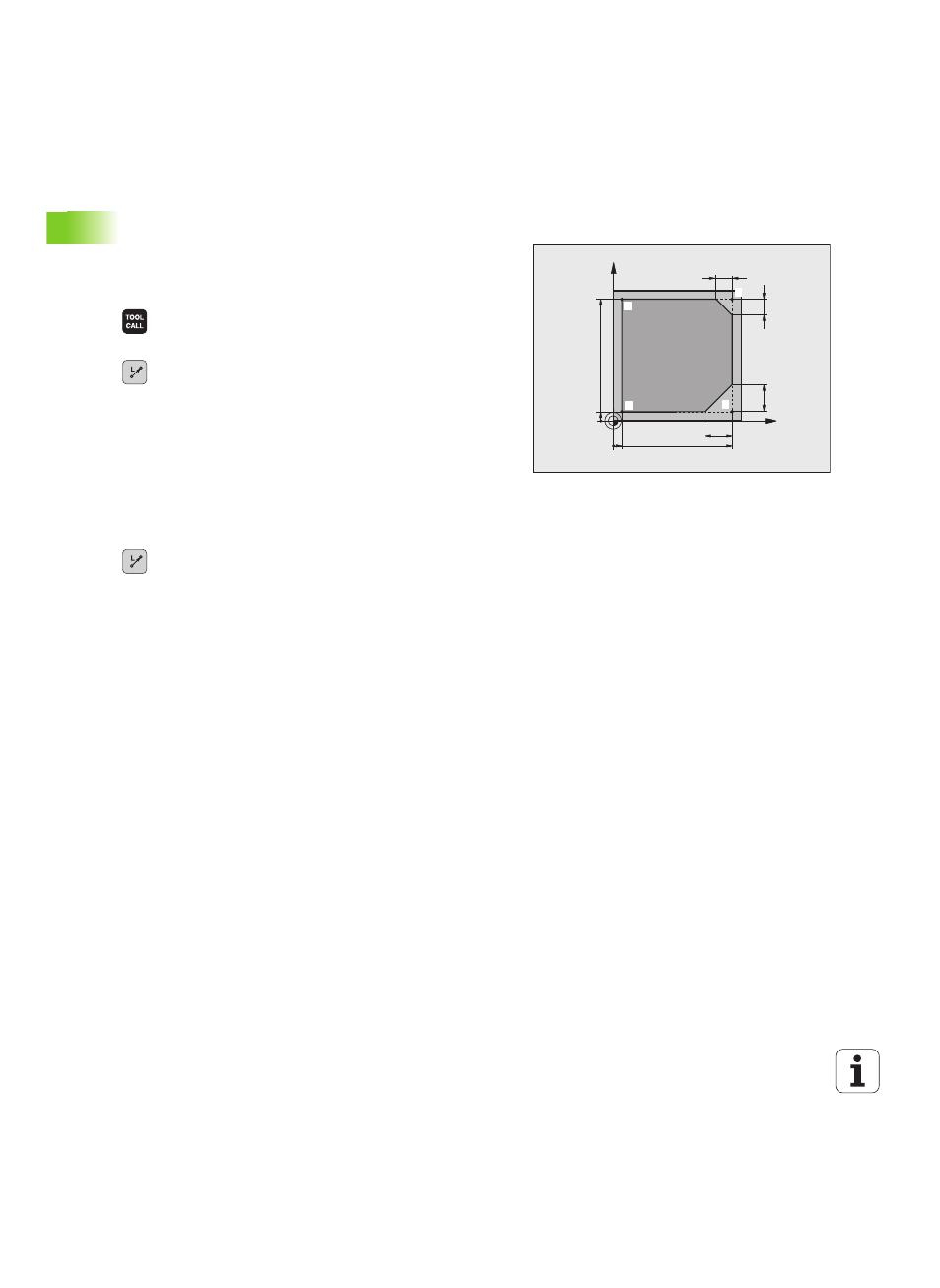
Programowanie prostego konturu
Przedstawiony na ilustracji po prawej stronie kontur ma być einmal
frezowany na głębokość 5 mm. Definicja półwyrobu została już
wykonana. Po otwarciu dialogu klawiszem funkcyjnym, zapisujemy
wszystkie odpytywane przez TNC w nagłówku ekranu dane.
U
Wywołanie narzędzia: proszę zapisać dane narzędzia.
Potwierdzamy każde wprowadzenie klawiszem ENT,
nie należy zapominać o osi narzędzia
U
Wyjście narzędzia z materiału: nacisnąć
pomarańczowy klawisz Z, aby wyjść z materiału na
osi narzędzia i zapisać wartość dla najeżdżanej
pozycji, np.250. Klawiszem ENT potwierdzić
U
Kor. promienia.: RL/RR/bez korek.? klawiszem ENT
potwierdzić: nie aktywować korekcji promienia
U
Posuw F=? klawiszem ENT potwierdzić: na biegu
szybkim (FMAX) przemieszczać
U
Dodatkowa funkcja M? klawiszem END potwierdzić:
TNC zapisuje do pamięci wprowadzony wiersz
przemieszczenia
U
Wypozycjonować narzędzie na płaszczyźnie obróbki:
nacisnąć pomarańczowy klawisz X i zapisać wartość
dla najeżdżanej pozycji, np. -20
U
Nacisnąć pomarańczowy klawisz osiowy Y i zapisać
wartość dla najeżdżanej pozycji, np. -20. Klawiszem
ENT potwierdzić
U
Kor.prom.: RL/RR/bez korek.? klawiszem ENT
potwierdzić: nie aktywować korekcji promienia
U
Posuw F=? klawiszem ENT potwierdzić: na biegu
szybkim (FMAX) przemieszczać
U
Dodatkowa funkcja M? klawiszem END potwierdzić:
TNC zapisuje do pamięci wprowadzony wiersz
przemieszczenia
X
Y
9
5
95
5
10
10
20
20
1
4
2
3