4 dowolny program jako podprogram, Sposób pracy, Wskazówki dotyczące programowania – HEIDENHAIN TNC 620 (340 56x-03) Instrukcja Obsługi
Strona 217: Sposób pracy wskazówki dotyczące programowania
HEIDENHAIN TNC 620
217
7.4 Dowolny program jako pod
p
rogram
7.4 Dowolny program jako
podprogram
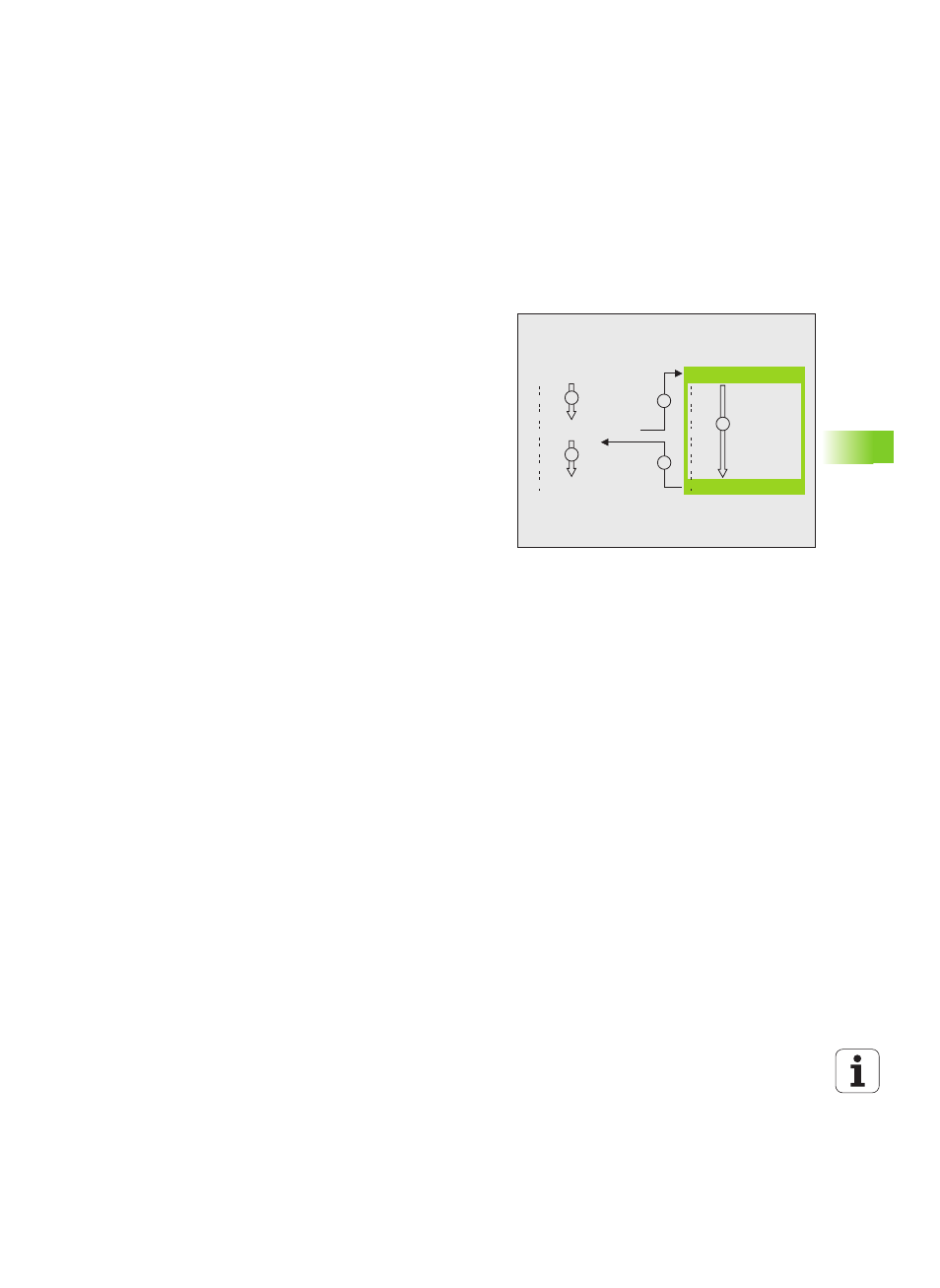
Sposób pracy
1 TNC wykonuje program obróbki, do momentu kiedy zostanie
wywołany inny program przy pomocy CALL PGM .
2 Następnie TNC wykonuje wywołany program aż do jego końca
3 Dalej TNC odpracowuje (wywołujący) program obróbki,
poczynając od tego bloku, który następuje po wywołaniu programu
Wskazówki dotyczące programowania
Aby zastosować dowolny program jako podprogram TNC nie
potrzebuje LABELs (znaczników).
Wywołany program nie może zawierać funkcji dodatkowych M2 lub
M30. Jeśli w wywoływanym programie zdefiniowano podprogramy z
etykietami, to można użyć wówczas M2 lub M30 z funkcją skoku
FN 9: IF +0 EQU +0 GOTO LBL 99, aby koniecznie przeskoczyć tę
część programu
Wywołany program nie może zawierać polecenia wywołania
CALL PGM do wywołującego programu (pętla)
0 BEGIN PGM A
CALL PGM B
END PGM A
0 BEGIN PGM B
END PGM B
1
3
2
S
R