HEIDENHAIN TNC 620 (340 56x-03) Instrukcja Obsługi
Strona 383
HEIDENHAIN TNC 620
383
11
.6 T
rójwymiarowa korekcja narz
ędzia (opcja sof
tware 2)
Peripheral Milling: 3D-korekcja promienia z
TCPM i korekcją promienia (RL/RR)
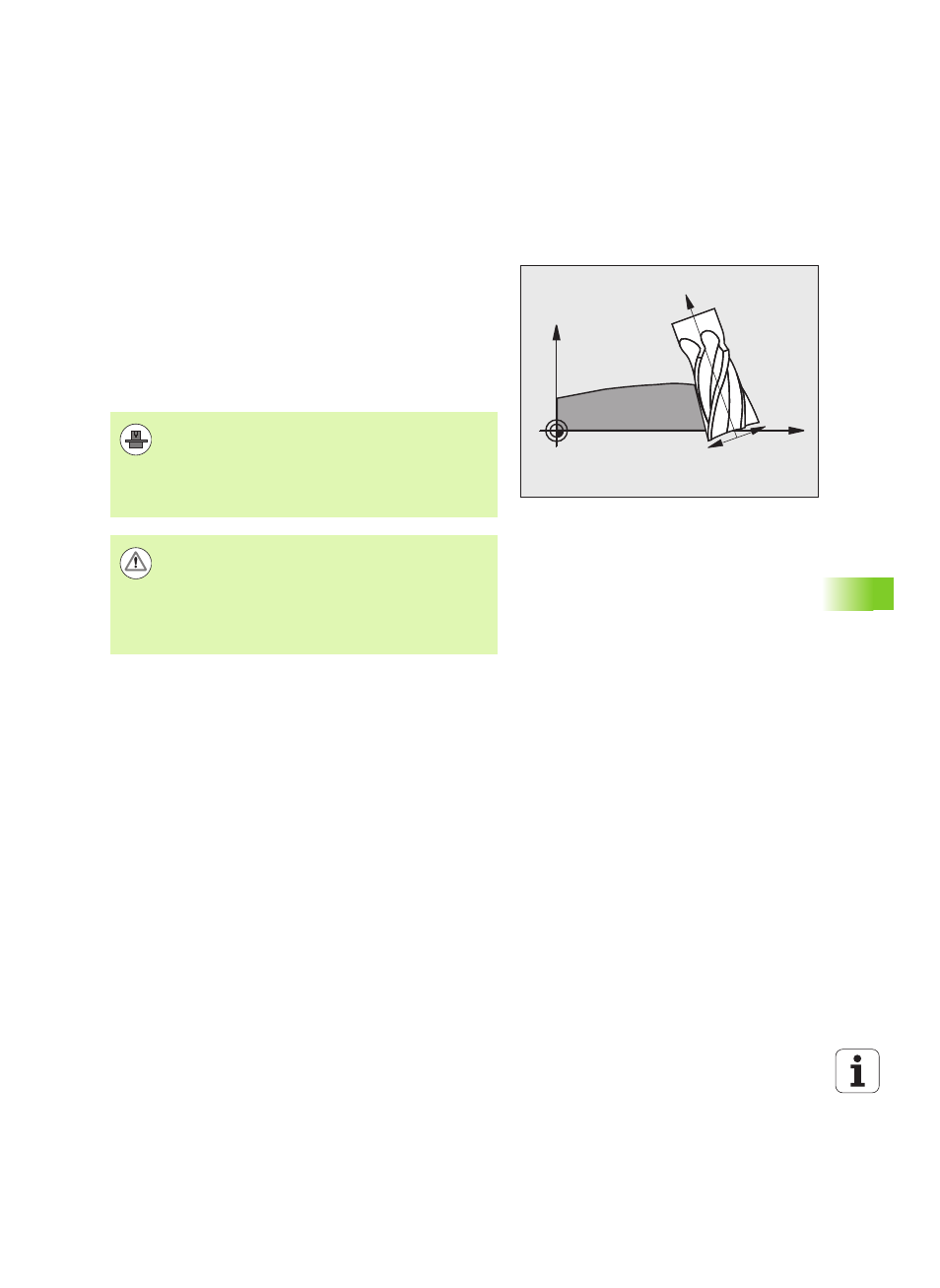
TNC przesuwa narzędzie prostopadle do kierunku ruchu i prostopadle
do kierunku narzędzia o wartość równą sumie wartości delta DR
(tabela narzędzi i TOOL CALL). Kierunek korekcji określa się przy
pomocy korekcji promienia RL/RR (patrz ilustracja, kierunek ruchu
Y+). Aby TNC mogło osiągnąć zadaną orientację narzędzia, należy
aktywować funkcję M128 (patrz „Zachować pozycję ostrza narzędzia
przy pozycjonowaniu osi wahań (TCPM*): M128 (opcja software 2)” na
stronie 369). TNC pozycjonuje następnie osie obrotu maszyny
automatycznie w taki sposób, że narzędzie osiąga zadane ustawienie
z aktywną korekcją.
X
Z
RL
RR
TNC nie może na wszystkich maszynach pozycjonować
automatycznie osie obrotu. Proszę zwrócić uwagę na
instrukcję obsługi maszyny.
Proszę uwzględnić, iż TNC wykonuje korekcję o
zdefiniowane wartości delta. Zdefiniowany w tabeli
narzędzi promień narzędzia R nie ma wpływu na korekcję.
Uwaga niebezpieczeństwo kolizji!
W przypadku maszyn, których osie obrotu pozwalają tylko
na ograniczony odcinek przemieszczenia, mogą przy
automatycznym pozycjonowaniu wystąpić przesunięcia,
wymagające na przykład obrotu stołu obrotowego o 180°.
Proszę uważać na niebezpieczeństwo kolizji głowicy z
obrabianym przedmiotem lub mocowadłami.