HEIDENHAIN TNC 620 (340 56x-03) Instrukcja Obsługi
Strona 361
HEIDENHAIN TNC 620
361
11
.2 Funkcja PLANE: nachylenie p
łaszczyzny obróbki (opcja sof
tware 1)
U
Odległość punktu obrotu od ostrza narz. (inkrementalnie): TNC
przesuwa narzędzie (stół) wokół ostrza narzędzia. Poprzez
wprowadzony parametr ODST przesuwamy punkt obrotu ruchu
wysunięcia w odniesieniu do aktualnej pozycji ostrza narzędzia.
U
Posuw? F=: prędkość po torze konturu, z którą narzędzie ma zostać
wysunięte
Osie obrotu wysunąć w oddzielnym bloku
Jeśli chcemy wysunąć osie obrotu w oddzielnym bloku
pozycjonowania (opcja STAY wybrana), należy postąpić następująco:
U
Dowolną PLANE-funkcję wybrać, automatyczne wysunięcie przy
pomocy STAY zdefiniować Przy odpracowywaniu TNC oblicza
wartości pozycji pracujących na maszynie osi obrotu i odkłada je w
parametrach systemowych Q120 (oś A), Q121(oś B) i Q122 (oś C)
U
Definiować blok pozycjonowania z obliczonymi przez TNC
wartościami kąta
Wiersze przykładowe NC: przesunąć maszynę ze stołem obrotowym
C i stołem nachylnym A na kąt przestrzenny B+45°
1
1
1
1
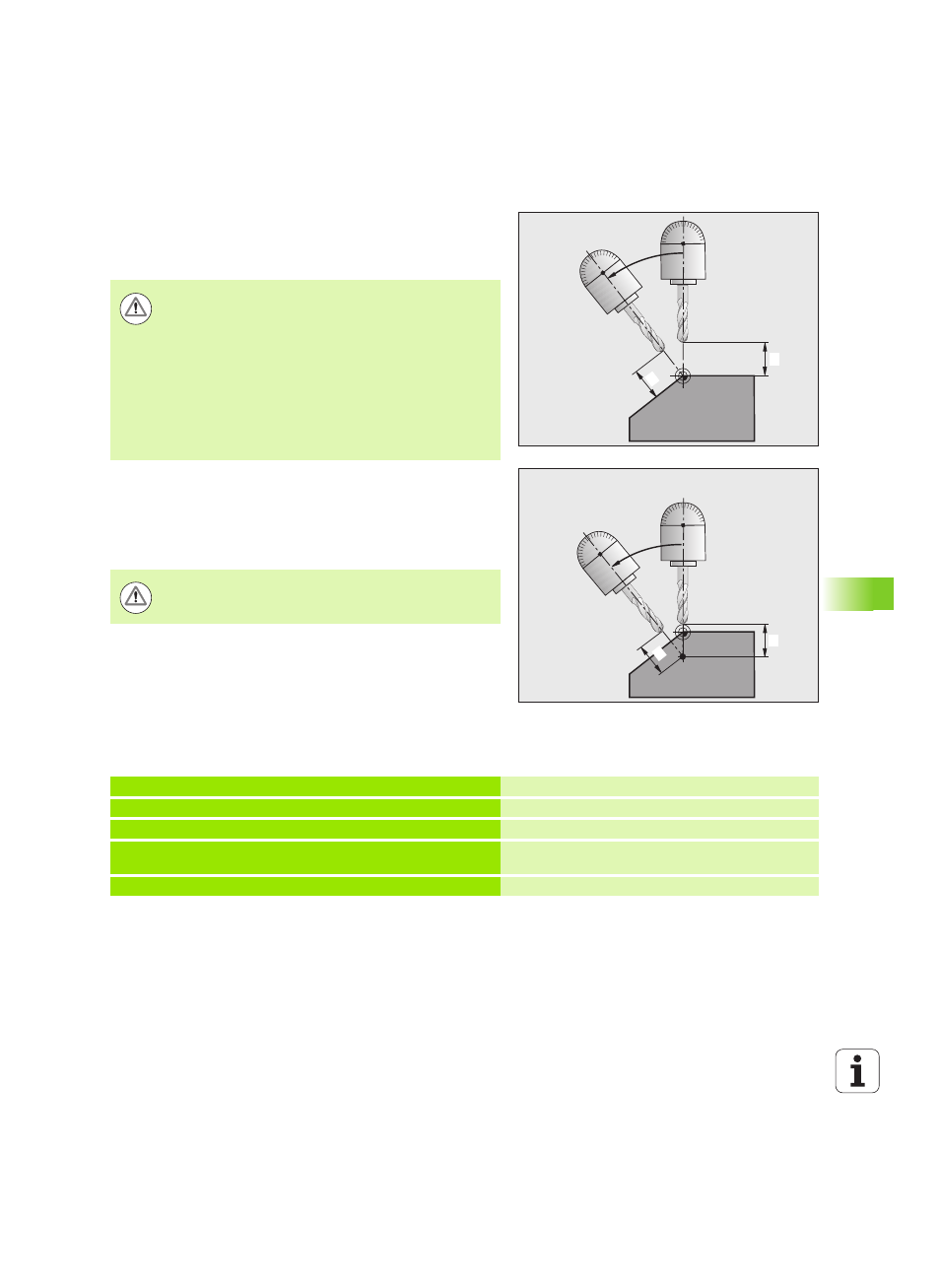
Proszę zwrócić uwagę!
Jeśli narzędzie przed wysunięciem znajduje się na
podanej odległości od przedmiotu, to narzędzie znajduje
się także po przesunięciu ujmując względnie na tej
samej pozycji (patrz rysunek po prawej na środku,
1
=
ODST)
Jeśli narzędzie nie znajduje się przed nachyleniem na
podanej odległości od przedmiotu, to narzędzie znajduje
się także po przesunięciu ujmując względnie z
przemieszczeniem do pierwotnej pozycji (patrz rysunek
po prawej u dołu,
1
= ODST)
Tak przemieścić narzędzie, żeby przy wysunięciu nie
mogło dojść do kolizji pomiędzy narzędziem i przedmiotem
(mocowadłem)
...
12 L Z+250 R0 FMAX
Pozycjonować na bezpieczną wysokość
13 PLANE SPATIAL SPA+0 SPB+45 SPC+0 STAY
Zdefiniować i aktywować funkcję PLANE
14 L A+Q120 C+Q122 F2000
Pozycjonować oś obrotu przy pomocy obliczonych
przez TNC wartości
...
Zdefiniować obróbkę na nachylonej płaszczyźnie