2 podst awy o funkcjach toru kszt a łtowego – HEIDENHAIN TNC 620 (340 56x-03) Instrukcja Obsługi
Strona 165
HEIDENHAIN TNC 620
165
6.2 Podst
awy o funkcjach toru kszt
a
łtowego
Zestawianie zapisów programu przy pomocy przycisków funkcji
toru kształtowego
Szarymi przyciskami funkcji toru kształtowego rozpoczyna się dialog
tekstem otwartym. TNC odpytuje po kolei wszystkie informacje i
włącza wiersz programu do programu obróbki.
Przykład – programowanie prostej.
Otworzyć dialog programowania: np. Prosta
Zapisać współrzędne punktu końcowego prostej,
np. -20 w X
Zapisać współrzędne punktu końcowego prostej, np.
30 w Y, klawiszem ENT potwierdzić
Wybór korekcji promienia: np. nacisnąć softkey R0,
narzędzie przemieszcza się bez skorygowania
Zapisać posuw i nacisnąć klawisz ENT: np.
100 mm/min. Przy programowaniu INCH: zapis 100
odpowiada posuwowi 10 cali/min
Przemieszczenie na biegu szybkim: nacisnąć Softkey
FMAX lub
Przemieszczenie z posuwem, zdefiniowanym w
wierszu TOOL CALL: nacisnąć softkey FAUTO
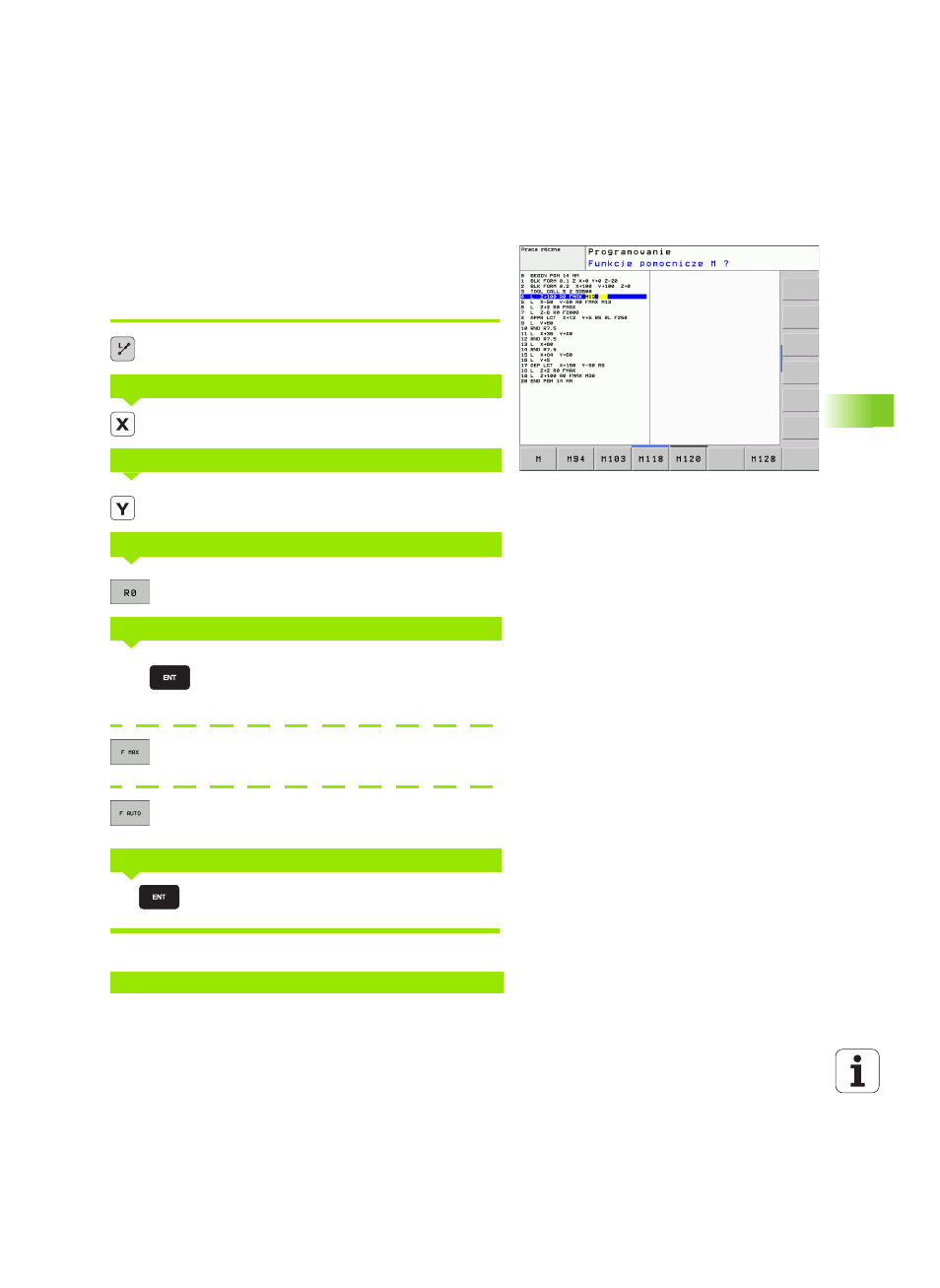
Funkcja dodatkowa np. M3 wprowadzić i zakończyć
dialog przy pomocy klawisza ENT
Wiersze w programie obróbki
WSPÓŁRZĘDNE?
WSPÓŁRZĘDNE?
KOR. PROM. : RL/RR/BEZ KOREKCJI ?
POSUW F=? / F MAX = ENT
FUNKCJA DODATKOWA M ?
L X-20 Y+30 R0 FMAX M3
100
3