Tor kołowy c wokół punktu środkowego koła cc, 4 ruchy po torze– wspó łrz ę dne prostok ątne – HEIDENHAIN TNC 620 (340 56x-03) Instrukcja Obsługi
Strona 179
HEIDENHAIN TNC 620
179
6.4 Ruchy po torze– wspó
łrz
ę
dne prostok
ątne
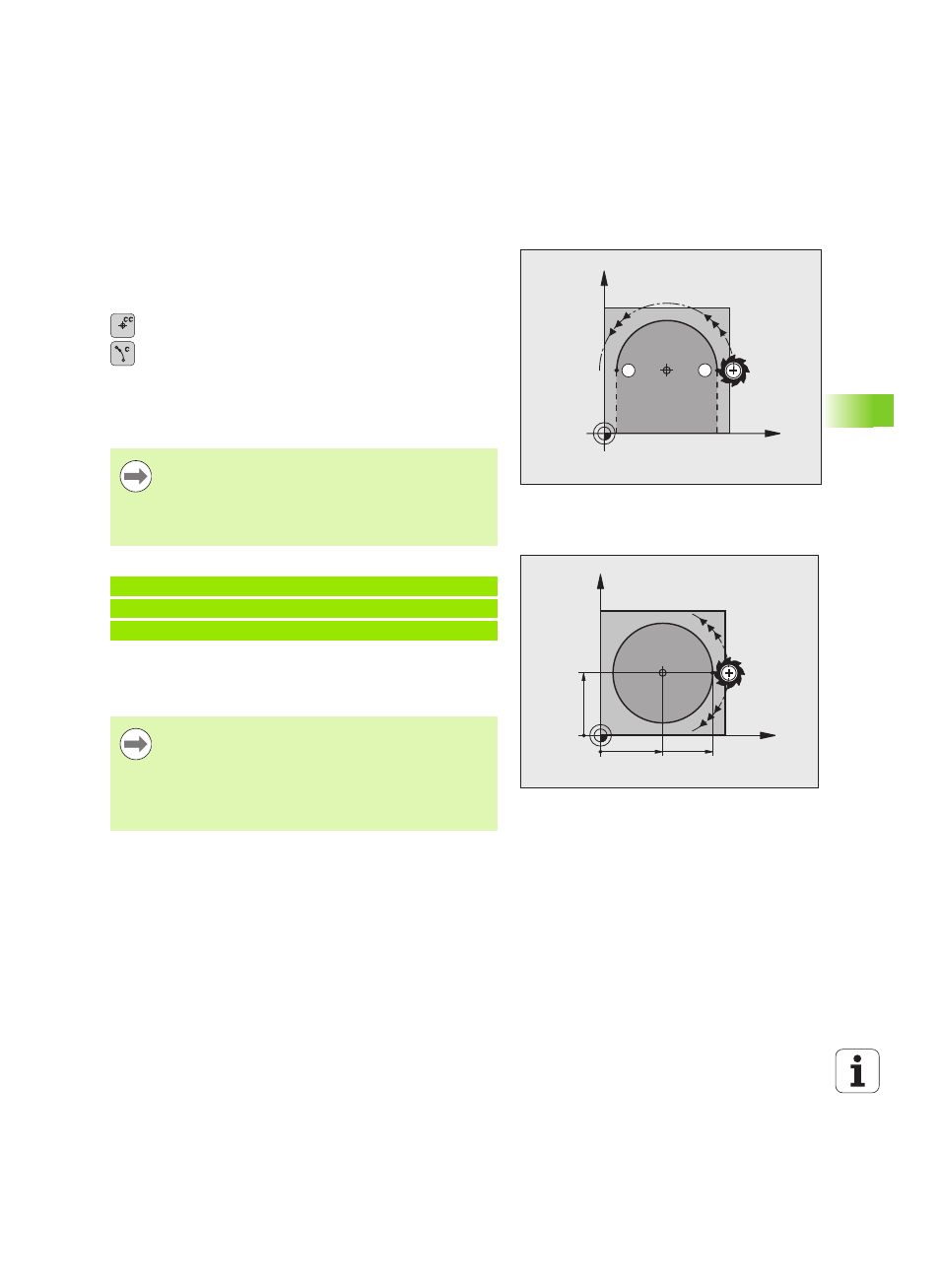
Tor kołowy C wokół punktu środkowego koła CC
Proszę określić punkt środkowy okręgu CC, zanim zostanie
zaprogramowany tor kołowy. Ostatnio zaprogramowana pozycja
narzędzia przed torem kołowym jest punktem startu toru kołowego.
U
Przemieścić narzędzie do punktu startu toru kołowego
U
Współrzędne punktu środkowego okręgu zapisać
U
Współrzędne punktu końcowego łuku kołowego, jeśli
to konieczne:
U
Kierunek obrotu DR
U
Posuw F
U
Funkcja dodatkowa M
NC-wiersze przykładowe
Koło pełne
Proszę zaprogramować dla punktu końcowego te same współrzędne
jak i dla punktu startu.
S
E
X
Y
CC
X
Y
25
45
25
CC
DR+
DR
TNC dokonuje przemieszczeń kołowych z reguły na
aktywnej płaszczyźnie obróbki. Jeśli zaprogramowane są
okręgi, nie leżące na aktywnej płaszczyźnie obróbki, np.
C Z... X... DR+ dla osi narzędzia Z, i jednocześnie ruchy te
są w rotacji, to TNC przejeżdża po okręgu przestrzennym,
czyli po okręgu w 3 osiach.
5 CC X+25 Y+25
6 L X+45 Y+25 RR F200 M3
7 C X+45 Y+25 DR+
Punkt startu i punkt końcowy ruchu kołowego muszą leżeć
na torze kołowym.
Tolerancja wprowadzenia: do 0.016 mm (wybieralna
poprzez parametr maszynowy circleDeviation ).
Najmniejszy możliwy okrąg, po którym TNC może się
przemieszczać: 0.0016 µm.