Standardowe narzędzia tokarskie, 3 dane o narz ędziach – HEIDENHAIN SW 68894x-02 Instrukcja Obsługi
Strona 511
HEIDENHAIN CNC PILOT 640
511
7.3 Dane o narz
ędziach
Standardowe narzędzia tokarskie
Nowe narzędzie wybrać
Wybór narzędzi tokarskich
dla narzędzi z okrągłą płytką skrawającą: przełączyć
na dialog dla narzędzi grzybkowych
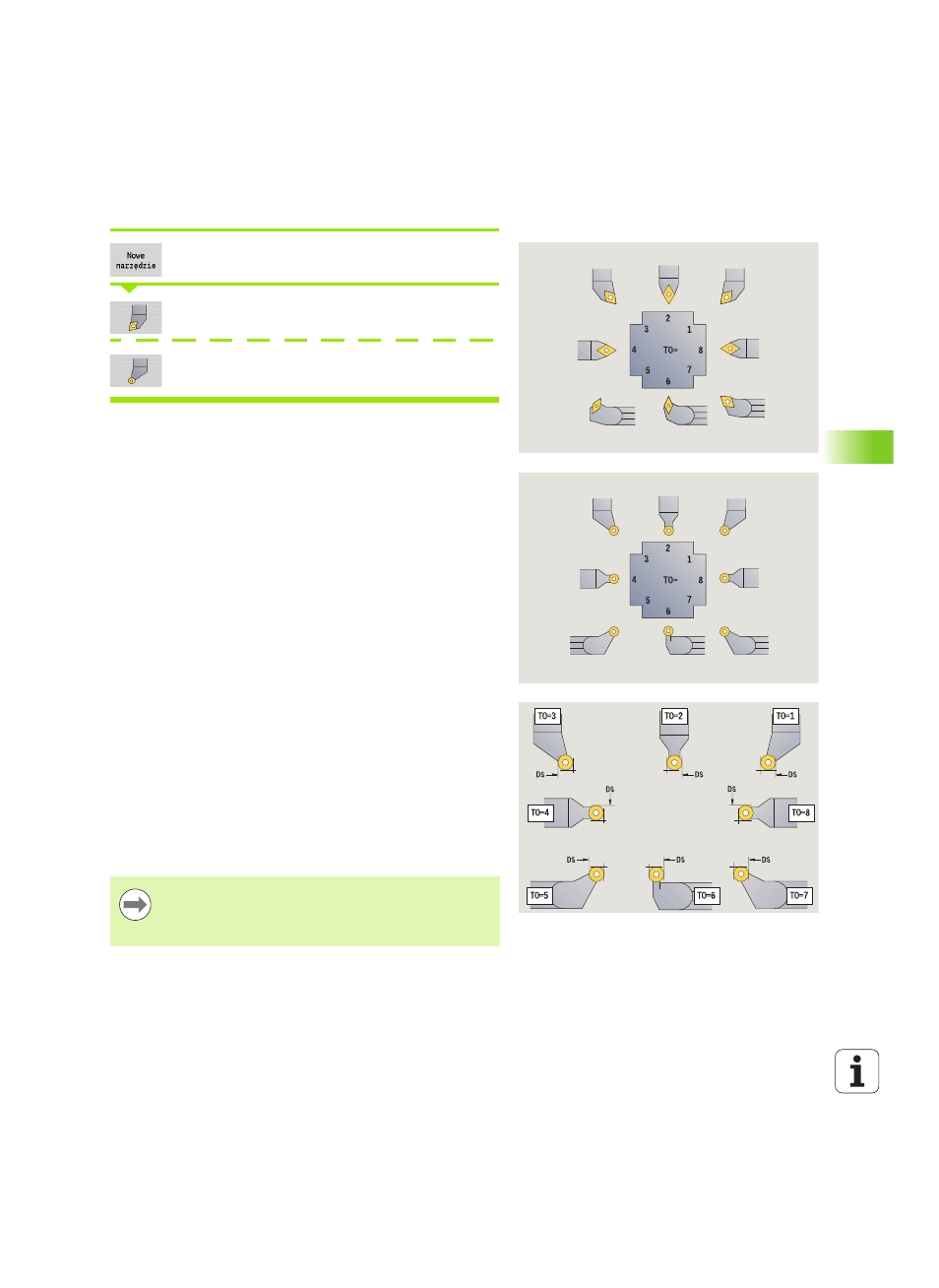
Orientacje narzędzia TO= 1, 3, 5 i 7 dopuszczają zapis kąta
przystawienia EW . Orientacje narzędzia TO=2, 4, 6, 8 obowiązują dla
neutralnych narzędzi. Jako „neutralne“ oznaczane są narzędzia,
leżące dokładnie na wierzchołku. Jeden z wymiarów nastawczych
odnosi się przy neutralnych narzędziach do punktu środkowego
ostrza.
Specjalne parametry dla narzędzi obróbki zgrubnej i
wykańczającej
CO
Położenie eksploatacji ostrza: główny kierunek obróbki
narzędzia wpływa na ustawienie kąta przyłożenia EW oraz
kąta wierzchołkowego SW (konieczne dla AAG z TURN
PLUS).
1: prefereowany wzdłuż
2: preferowany plan
3: tylko wzdłuż
4: tylko plan
RS
Promień ostrza
EW Kąt przystawienia (zakres: 0° <= EW <= 180°)
SW
Kąt wierzchołkowy (zakres: 0° <= SW <= 180°)
SUT Typ narzędzia (konieczny dla AAG w TURN PLUS)
dalsze parametry narzędzi: patrz Strona 507
Specjalne parametry dla narzędzi grzybkowych
RS
Promień ostrza
EW Kąt przystawienia (zakres: 0° <= EW <= 180°)
DS
Korekcja specjalna (położenie korekcji specjalnej: patrz
ilustracja)
dalsze parametry narzędzi: patrz Strona 507
Przy pomocy korekcji zużycia DX, DZ kompensowane jest
zużycie przylegających do punktu odniesienia boków
ostrza. Korekcja specjalna DS kompensuje zużycie
trzeciego boku ostrza.