Toczenie poprzeczne radialnie na gotowo, 5 cykle toczenia poprzecznego – HEIDENHAIN SW 68894x-02 Instrukcja Obsługi
Strona 237
HEIDENHAIN CNC PILOT 640
237
4.5 Cykle toczenia poprzecznego
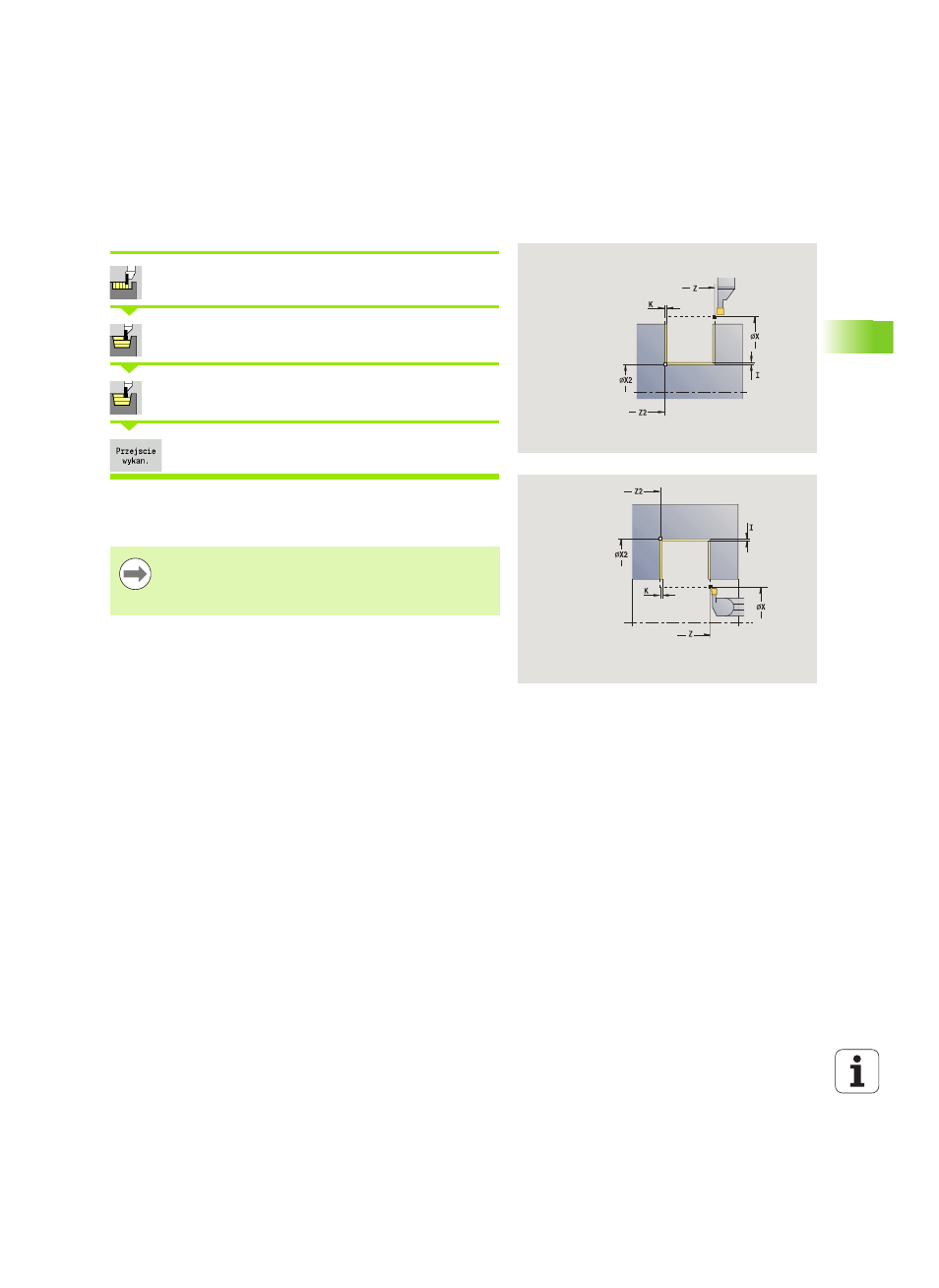
Toczenie poprzeczne radialnie na gotowo
Cykle toczenia poprzecznego wybrać
Toczenie poprzeczne wybrać
Toczenie poprzeczne radialnie wybrać
Softkey Przejście wykończeniowe włączyć
Cykl obrabia na gotowo opisany przez punkt startu i punkt końcowy
konturu fragment konturu (patrz także “Toczenie poprzeczne” na
Naddatki półwyrobu I, K definiują materiał, skrawany przy
cyklu obróbki na gotowo. Dlatego też należy koniecznie
podać naddatki przy obróbce wykańczającej toczenia
poprzecznego.
Parametry cyklu
X, Z
Punkt startu
X2, Z2
Endpunkt Kontur
I, K
Naddatek półwyrobu X, Z
G14
Punkt zmiany narzędzia (patrz strona 130)
T
Numer miejsca w rewolwerze
ID
Narzędzie ID-numer
S
Obroty/prędkość skrawania
F
Posuw obrotowy
G47
Odstęp bezpieczeństwa (patrz strona 130)
MT
M po T: M-funkcja, wykonywana po wywołaniu
narzędzia T.