Icp-skrawanie wzdłuż, 4 cykle skrawania – HEIDENHAIN SW 68894x-02 Instrukcja Obsługi
Strona 190
190
Teach-in-tryb
4.4 Cykle skrawania
ICP-skrawanie wzdłuż
Cykle skrawania wzdłuż/plan wybrać
ICP-skrawanie wzdłuż wybrać
Cykl obrabia na gotowo opisany przez punkt startu i ICP-kontur obszar
przy uwzględnieniu naddatków.
Narzędzie wcina się pod maksymalnie możliwym kątem,
reszta materiału pozostaje.
Im bardziej ukośnie narzędzie się zagłębia, tym większe
jest redukowanie posuwu (maksymalnie 50%).
Parametry cyklu
X, Z
Punkt startu
FK
ICP-część gotowa: nazwa obrabianego konturu
P
Głębokość wcięcia: maksymalna głębokość wcięcia
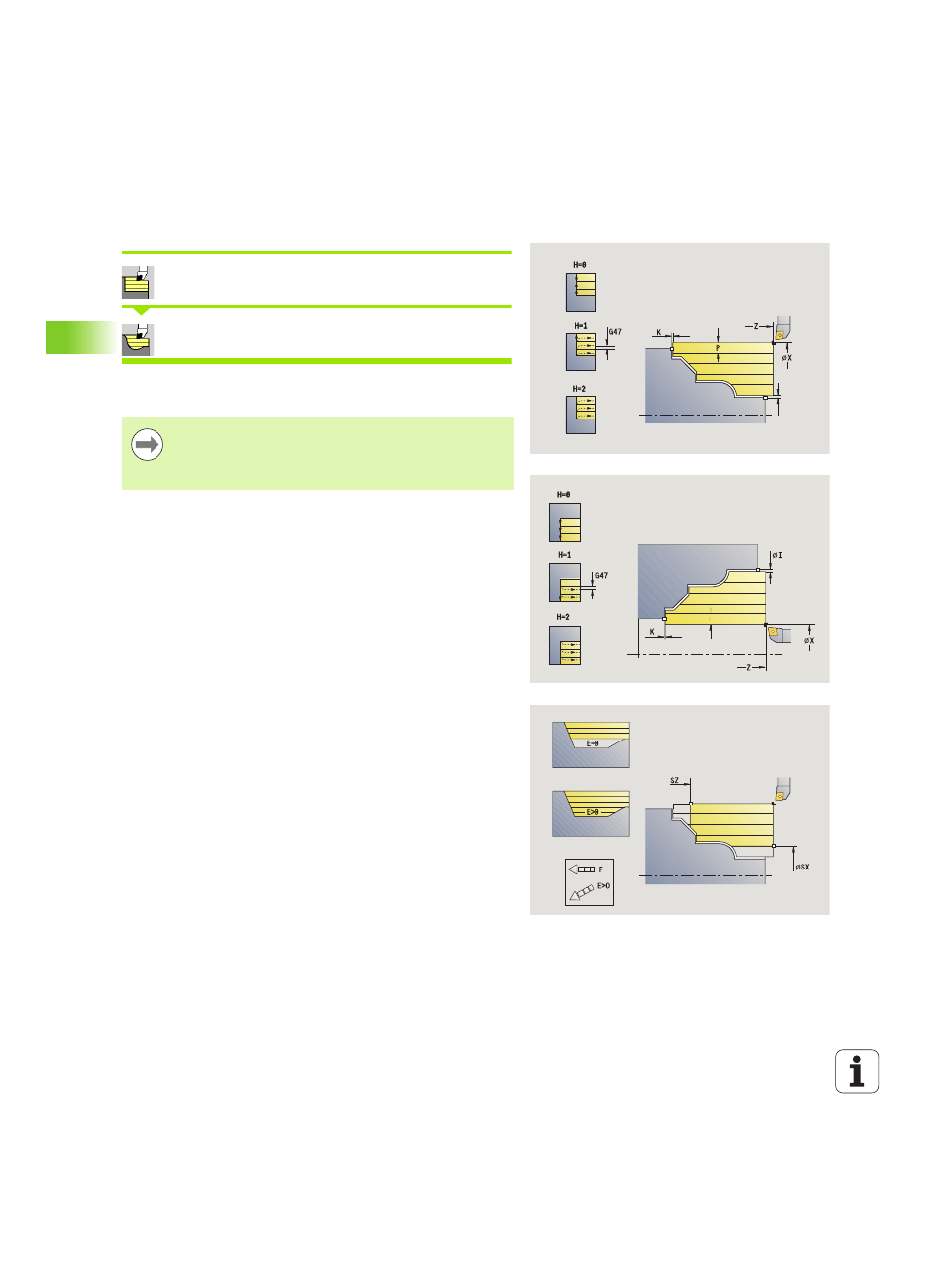
H
Wygładzanie konturu
0: z każdym przejściem
1: przy ostatnim przejściu
2: bez przejścia wygładzania
I, K
Naddatek X, Z
E
Zachowanie przy wcięciu:
Brak zapisu: automatyczne redukowanie posuwu
E=0: bez wcięcia
E>0: używany posuw przy wcięciu
SX, SZ
Ograniczenie skrawania (patrz strona 130)
G47
Odstęp bezpieczeństwa (patrz strona 130)
G14
Punkt zmiany narzędzia (patrz strona 130)
T
Numer miejsca w rewolwerze
ID
Narzędzie ID-numer
S
Obroty/prędkość skrawania
F
Posuw obrotowy
BP
Czas trwania przerwy: okres czasu dla przerwania ruchu
posuwowego. Poprzez przerywany (o nieciągłym
działaniu) posuw można dokonywać łamania wióra.
BF
Czas trwania posuwu: przedział czasu do następnej
przerwy. Poprzez przerywany (o nieciągłym działaniu)
posuw można dokonywać łamania wióra.
A
Kąt najazdu (baza: oś Z) – (default: równolegle do
osi Z)
W
Kąt odjazdu (baza: oś Z) – (default: ortogonalnie do
osi Z)