Najazd punktu zmiany narzędzia, 3 cykle pojedy ń czych przej ść – HEIDENHAIN SW 68894x-02 Instrukcja Obsługi
Strona 136
136
Teach-in-tryb
4.3 Cykle pojedy
ń
czych przej
ść
Najazd punktu zmiany narzędzia
Pojedyńcze przejście wybrać
Bieg szybki pozycjonowanie wybrać
Softkey najazd zmiany T włączyć
Narzędzie przemieszcza się na biegu szybkim od aktualnej pozycji do
punktu zmiany narzędzia (patrz strona 130).
Po osiągnięciu punktu zmiany narzędzia zostaje przełączone na „T“ .
Parametry cyklu
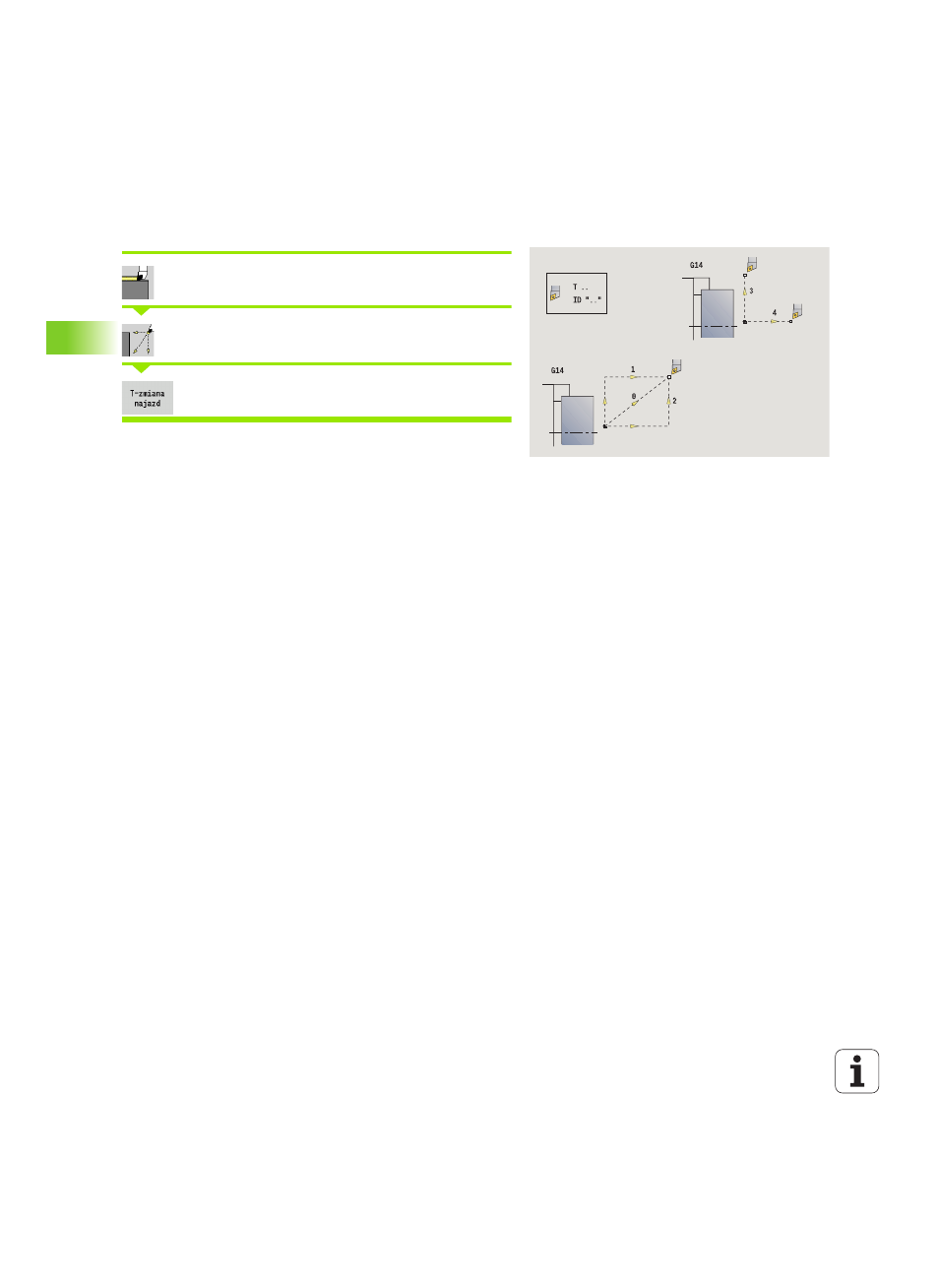
G14
Kolejność (standard: 0)
0: symultanicznie (diagonalna droga przemieszczenia)
1: najpierw w kierunku X, następnie w kierunku Z
2: najpierw w kierunku Z, potem w kierunku X
3: tylko kierunek X
4: tylko kierunek Z
T
Numer miejsca w rewolwerze
ID
Narzędzie ID-numer
MT
M po T: M-funkcja, wykonywana po wywołaniu
narzędzia T.
MFS
M na początku: funkcja M, wykonywana na początku etapu
obróbki.
MFE
M na końcu: funkcja M, wykonywana na końcu etapu
obróbki.
WP
Wskazanie, z jakim wrzecionem przedmiotowym zostaje
odpracowany cykl (zależn od maszyny)
Napęd główny
Przeciwwrzeciono dla obróbki strony tylnej