6 cykle gwintowania i podcinania, Położenie gwintu, położenie podcięcia – HEIDENHAIN SW 68894x-02 Instrukcja Obsługi
Strona 262
262
Teach-in-tryb
4.6 Cykle gwintowania i podcinania
4.6 Cykle gwintowania i podcinania
Położenie gwintu, położenie podcięcia
Położenie gwintu
CNC PILOT ustala kierunek gwintu na podstawie parametrów punkt
startu Z (tryb manualny „momentalna pozycja narzędzia“) oraz punkt
końcowy Z2. Operator nastawia przy pomocy klawisza funkcyjnego,
czy ma zostać wykonany gwint zewnętrzny czy też wewnętrzny.
Położenie podcięcia
CNC PILOT określa położenie podcięcia z parametrów punkt startu
X, Z (tryb manualny: „momentalna pozycja narzędzia“) i punkt startu
cylindra X1/punkt końcowy powierzchnia planowa Z2.
Przy pomocy cykli gwintowania i podcinania wytwarza się
jednozwojowe i wielozwojowe gwinty podłużne oraz
stożkowe jak i podcięcia.
W trybie cykli operator może:
powtórzyć „ostatnie przejście“, dla skorygowania
niedokładności narzędzia.
Przy pomocy opcji dodatkowe nacinanie gwintu
naprawić uszkodzony gwint (tylko w trybie obsługi
ręcznej).
Gwinty są wytwarzane ze stałą prędkością obrotową.
Przy cykl-stop narzędzie wznosi się, zanim zostanie
zatrzymany ruch. Cykl musi być uruchomiony na nowo .
Narzucanie zmiany posuwu (override) nie działa
podczas wykonania cyklu.
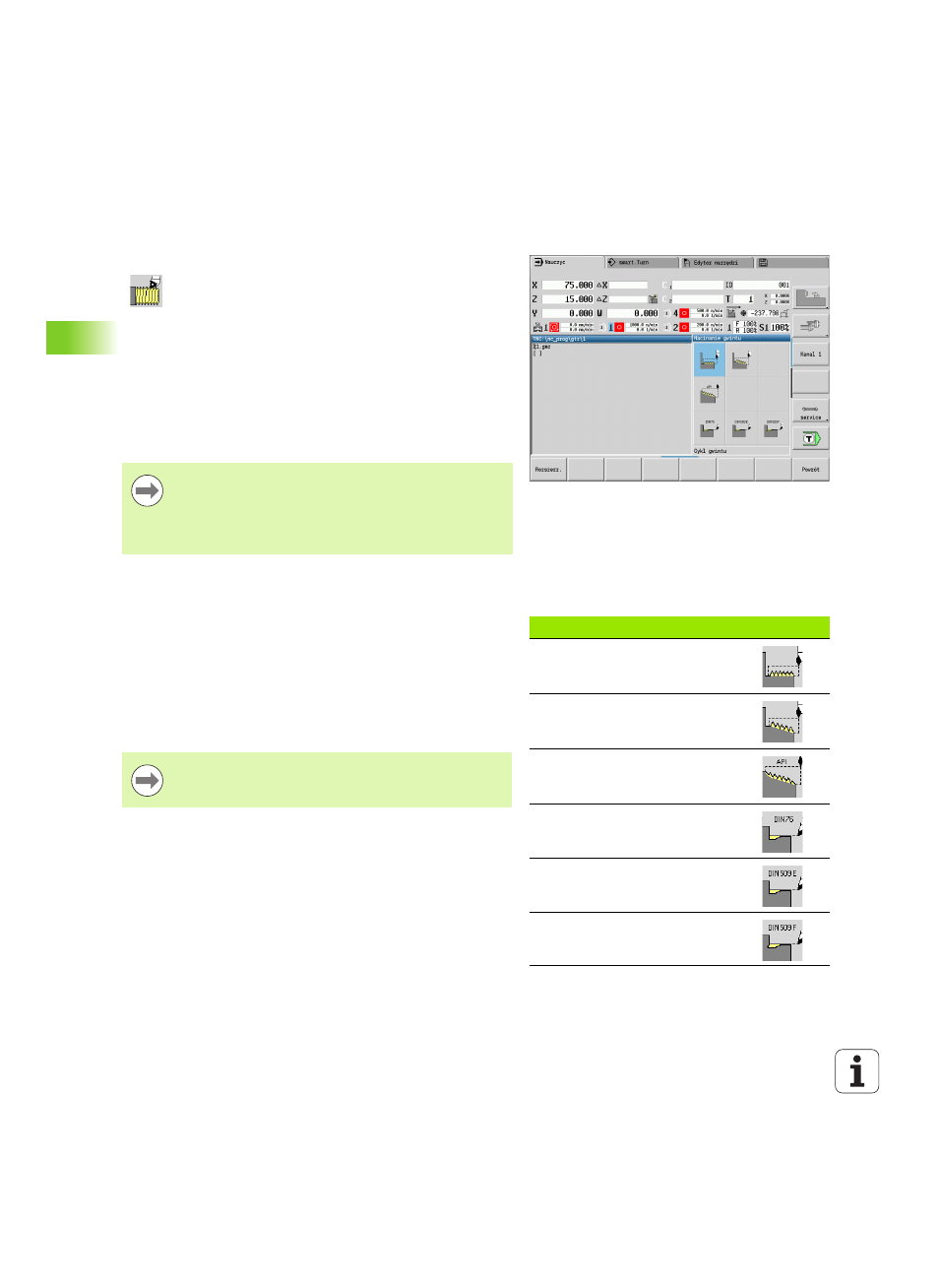
Cykle gwintowania i podcinania
Symbol
Cykl gwintowania
gwint podłużny jedno- lub
wielozwojowy
Gwint stożkowy
jedno- lub wielozwojowy gwint
stożkowy
API-gwint
jedno- lub wielozwojowy API-gwint
(API: American Petroleum Institut)
Podcięcie DIN 76
Podcięcie gwintu i nacięcie gwintu
Podcięcie DIN 509 E
Podcięcie i nacinanie cylindra
Podcięcie DIN 509 F
Podcięcie i nacinanie cylindra
Podcięcie może zostać wykonane tylko w prostokątnym,
równoległym do osi narożu konturu na osi wzdłużnej.